热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A


什么是点胶工艺?
点胶作为产品制造环节中的一种工艺,也称施胶、涂胶、灌胶、滴胶等,是把流体,不一定是胶水,进行涂抹、灌封、点滴、喷射到产品上,让产品起到黏贴、灌封、绝缘、固定、散热、表面光滑等作用。一般是由手工或者机器设备,如自动化点胶机进行操作完成。
点胶工艺由什么部分组成?
点胶工艺主要由胶水、点胶阀和点胶设备以及点胶过程常用的解决方案这几个部分组成。
01/胶水
点胶工艺中,常用胶水主要有UV胶、瞬干胶、热熔胶、AB胶等。不同的胶水对应的特性也不同,以下将分类进行详细介绍。
UV胶
无影胶(uv胶)又称光敏胶、紫外光固化胶,无影胶是一种必须通过紫外线光照射才能固化的一类胶粘剂,它可以作为粘接剂使用,也可作为油漆、涂料、油墨等的胶料使用。
A:优点
①无VOC挥发物,对环境空气无污染;
②固化速度快,几秒至几十秒即可完成固化,有利于自动化生产线,提高劳动生产率;
③对于温度,溶剂和潮湿敏感的材料可以使用;
④控制固化,等待时间可以调整,固化程度可以调整;
⑤紫外灯可以容易地安装在已有的生产线,不需较大改动等。
B:缺陷
①原料成本高,不含低成本的溶剂和填料,胶粘剂价格高
②紫外光对某些塑料或半透明材料穿透力较弱,固化深度有限,可固化产品的几何形状受到限制,不透光的部位及紫外光照射不到的死角不易固化
③一般的 UV胶只能粘接透光材料,粘接不透光材料需要配合其他技术等等。
瞬干胶
瞬干胶固名思义即干得很快的胶水,可以快速粘结产品的胶水,使用方便。
A:特点
①单一成份:无溶剂,使用方便
②快速粘结:利用空气中微量水气,即可在极短时间内粘结
③常温硬化:不须加热常温下即可使用
④透明无色:效果佳不变质
⑤耐湿热老化、耐辐射性能良好,能长期保持良好的粘接效果
⑥贮存稳定性好,常温下贮存等
02/点胶阀
点胶阀根据点胶技术特征可分为:
接触式点胶(Contact Dispensing) 和非接触式点(Non-Contact Dispensing)。
A:接触式点胶:
接触式点胶过程是靠末端装有针管的Z轴向下运动靠近基板,使粘结剂与基板接触,然后Z轴向上运动,胶体靠与基板间的接触表面张力和针尖自然断开或拉断,也有称其为针头式点胶。
接触式点胶设备因作用胶体的压力方式不同,常分为时间/压力式、螺杆式、活塞式等。
常用的接触式点胶阀有:气动式针筒点胶、电动螺杆阀、活塞式的电动点胶阀等。
B:非接触式点胶:
非接触式点胶阀有喷射阀与喷雾阀,基本原理是向胶水上施加一个波动的压力,在压力作用下胶水通过一个小孔后会自动分离,这样就在基板上留下了一个胶点。
喷射式点胶技术采用喷嘴替代针头,与针头式点胶技术不同,喷射式点胶并不是形成连续的胶液流体,而代之以每秒钟喷射200点以上经过精确测量的胶点。点胶不需要Z轴方向的运动,极大地减少了点胶周期,且不需考虑针尖和PCB板之间的距离对点胶质量的影响,一致性也有所提高。
非接触点胶喷射阀与接触式技术相比具有效率和精准度更高的特点,是微电子封装的关键性技术,可以在面积极其微小的器件上进行流体、胶体的点涂、涂覆以及根据客户需求喷射出各种图案。
常用的非接触式点胶阀有:
气动喷射阀、压电喷射阀等。
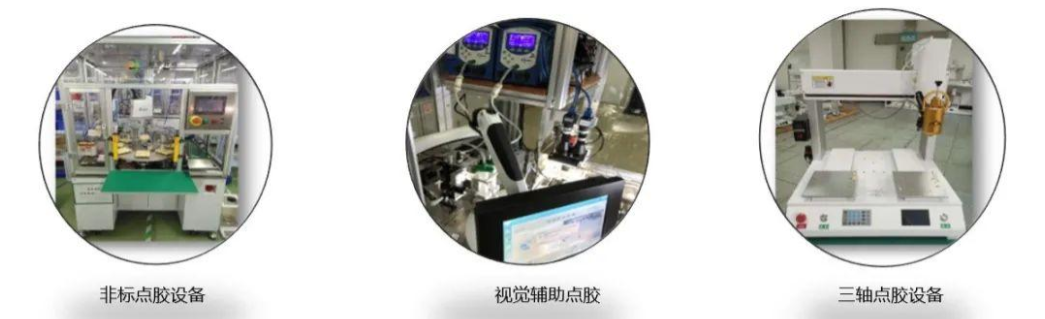
03/点胶设备
点胶设备种类较多,它可根据不同的操作方式或使用场景做如下分类:
NO.1 按操作方式的分类: 手动点胶设备、半自动点胶设备、全自动点胶设备。
NO.2 按照胶水来分类: 单液点胶设备,双液点胶设备,多组分点胶设备等。
NO.3 按用途分类:螺纹点胶设备,喇叭点胶设备,手机按键点胶设备,贴片点胶设备,擦板机等。
NO.4 按胶水特性分类:硅胶点胶设备,UV胶点胶设备,SMT红胶点胶设备等。
04/点胶机常见问题解决方法
产品点胶当中容易出现的工艺缺陷有:
胶点大小不合格、拉丝、胶水浸染、固化强度不好易掉等。要解决这些问题应整体研究各项技术工艺参数,以找到解决问题的办法。
不同点胶问题总结的部分解决方案:
点胶量的大小根据工作经验,胶点直径的大小应为产品间距的一半。这样就可以保证有充足的胶水来粘结组件又避免胶水过多。点胶量多少由时间长短来决定,实际中应根据生产情况(室温、胶水的粘性等)选择点胶时间。
点胶压力点胶设备给针管(胶枪)提供一定压力以保证胶水供应,压力大小决定供胶量和胶水流出速度。压力太大易造成胶水溢出、胶量过多;压力太小则会出现点胶断续现象和漏点,从而导致产品缺陷。应根据胶水性质、工作环境温度来选择压力。环境温度高会使胶水粘度变小、流动性变好,这时需调低压力值,反之亦然。
针头大小在工作实际中,针头内径大小应为点胶胶点直径的1/2左右,点胶过程中,应根据产品大小来选取点胶针头。大小相差悬殊的产品要选取不同针头,这样既可以保证胶点质量,又可以提高生产效率。
针头与工作面之间的距离不同的点胶机采用不同的针头,有些针头有一定的止动度。每次工作开始之前应做针头与工作面距离的校准,即Z轴高度校准。
胶水的粘度直接影响点胶的质量。粘度大,则胶点会变小,甚至拉丝;粘度小,胶点会变大,进而可能渗染产品。点胶过程中,应对不同粘度的胶水,选取合理的压力和点胶速度。
环境温度对胶水的粘度影响很大,温度降低粘度增大,出胶流量相应变小,更容易出现拉丝现象。其它条件相同的情况下环境温度相差5℃,会造成出胶量大小发生50%的变化,因而对于环境温度应加以控制。同时环境的温度也应该给予保证,温度过高胶点易变干,影响粘结力。一般环氧树脂胶水应保存在0~5℃的冰箱中,使用时提前半小时拿出,使胶水温度与工作环境一致。胶水的使用温度应为23℃~25℃。
固化温度曲线对于胶水的固化有一定的影响,一般生产厂家会给出对应胶水的温度曲线。在实际应尽可能采用较高温度来固化,使胶水固化后有足够强度。
气泡胶水一定不能有气泡,一个小小气泡就会造成许多产品没有胶水;每次中途更换胶管时应排空连接处的空气,防止出现空打现象。
点胶的应用范围非常广泛,大到飞机轮船,小到衣服玩具等生产,都可能需要点胶。可以说,只要胶水到达的地方,那么就需要点胶工艺服务。
热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
