热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A


机器视觉尺寸测量受哪些因素影响?机器视觉检测系统主要采用CCD工业摄像机代替人眼进行检测,该系统精度高,效率高,深受企业青睐。
然而,在使用过程中,由于各种因素的影响,测量精度会降低,在一些机器视觉检测项目中,许多客户都遇到了检测精度的问题。例如,要求以10um的精度测量加工零件的外部尺寸、内径和外径。目前很多配置选择500万工业相机镜头头,理论上可以达到10um的精度。但是实际客户测试的精度离10um的要求还很远,能做到30um就很不错了。
那影响机器检测系统测量精度的因素有哪些呢?
机器视觉主应用分定位、测量、检测和识别四类。
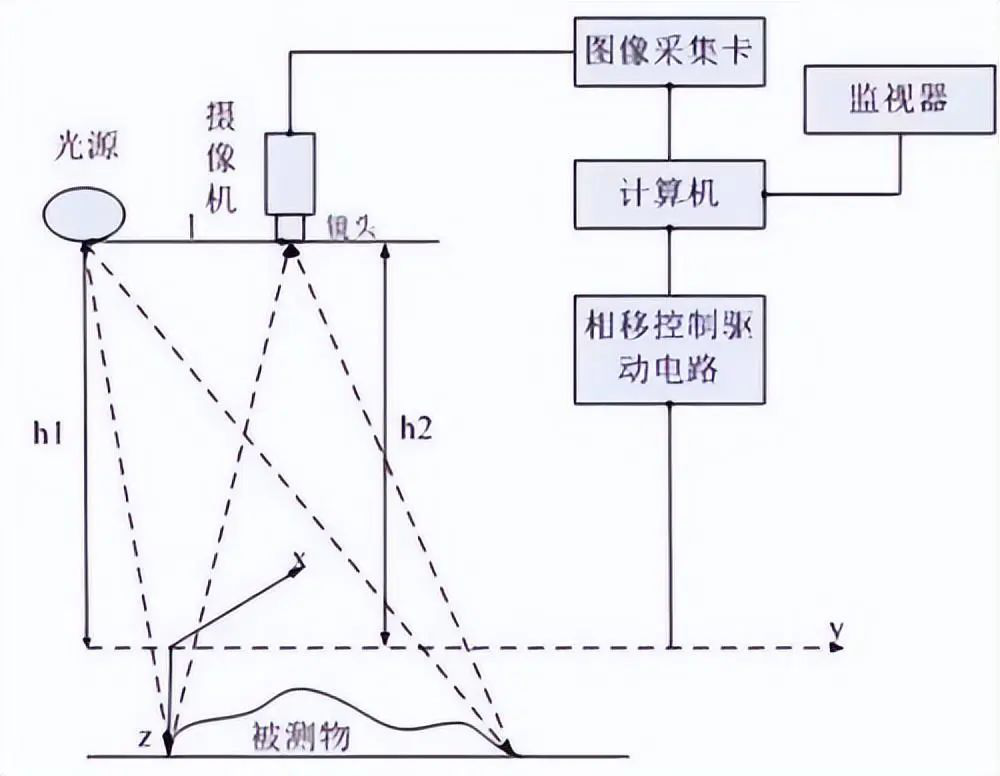
摄像头和光学部件,灯光,图像传感器,检测软件构成视觉检测系统的主要部分,同时检测精度也由它们决定。
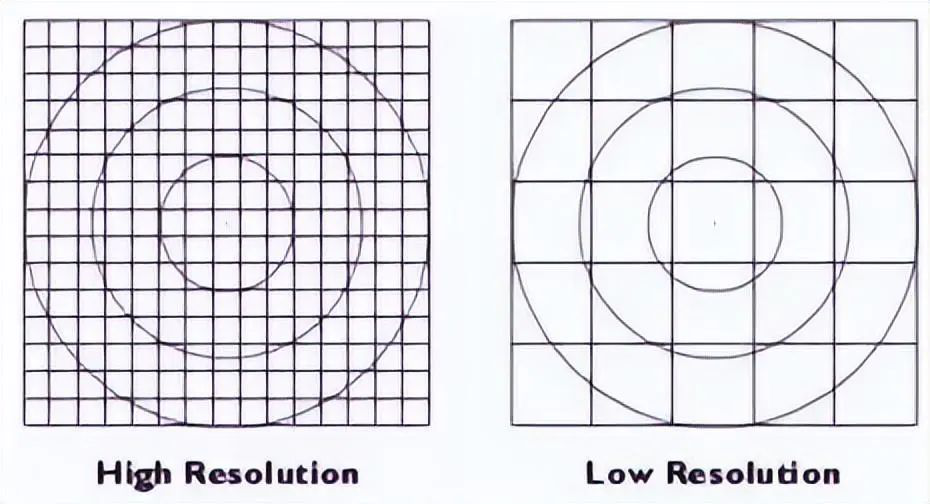
CCD的分辨率是视觉测量和视觉检测系统的重要指标。
使用的CCD相机分辨率越高,实际被测物体尺寸越小,成像物体表面的分辨率越高,系统的检测精度也越高。
所以,在机器视觉测量中,提供高精度和低不确定度的决定性因素是获取的图像的分辨率。
在这种情况下,分辨率 (或图像分辨率)意味着以实际单位的单个像素的大小。简而言之,如果一个摄像机传感器在水平方向上包含1000个像素,并且采用光学器件来获取覆盖真实世界场景中1英寸宽的区域的图像,则单个像素将代表0.001。请注意,这是相机制造商或分析软件不会改变的基本指标。
一个特定的应用程序有多少像素就足够了?
作为一种衡量标准,机器视觉系统中最小的测量单位就是像素。
与任何测量系统一样,为了进行可重复和可靠的测量,必须使用最小测量单位为所需测量公差带的十分之一的测量仪。
工程师首先使用机器视觉进行测量,往往严重低估了达到理想水平的测量精度不确定性所需的像素数量。事实上,它可能需要多台摄像机,专业摄像机(如线扫描成像仪)或单个部件的多个视图来达到指定检测容差所需的分辨率。
成像是光学和照明的功能。
对于大多数应用,所使用的唯一光学器件将是透镜组件,但是选择该透镜对于度量应用是至关重要的。除了向传感器提供适当的真实世界尺寸的图像之外,为了计量,镜头必须尽可能精确地再现图像而不失真。

此外,镜头也具有分辨率度量标准,其通常被指定为每mm或者每英寸的线对(lp / mm,lp / in),并且通过扩展可以具有用于MTF(调制转换函数)的规格或者更简单地具有能力在高lp / mm的情况下产生高对比度的镜头。
像素数越高,这些镜头指标越重要,确保指定的光学元件是为机器视觉应用设计的高质量,高分辨率产品。
远心镜头在许多情况下对测量应用非常有用,远心镜头使用光学组合来实际消除由图像中的视差引起的所有失真,其结果是几乎所有图像都与传感器平行的图像,平面几何关系(在图像平面中)完全保留,使测量更加直接和直接。
对于需要非常小视场(例如小于几毫米)的应用,请考虑使用专门为机器视觉制造的显微镜光学元件和/或高倍率光学元件,不建议使用扩展器或附加放大倍率将标准光学元件推至更高倍率。
在计量学中,照明的选择可能起关键作用。
在检测的过程中,照明的目的是增强图像特征点与背景的对比度,在图像中,对比度代表着图像信号的质量,它反应了两个区间的差别,光源就是要突出这些区别。
适当的光源照明可以将被测物体的目标信息与背景信息区分,以获得高品质,高对比的图像,从而降低图像处理算法的难度,同时提高系统精度和可靠性。

尽管在生产线上实现自动化背光的物理实现可能是一个挑战,但许多计量应用都受益于背光照明,正面照明可能会突出显示必须标识以进行测量的特征边缘。
考虑使用低角度或结构化的照明来突出低对比度的特点。当试图测量非常小的特征(例如分辨率低于0.001mm)时,可以使用长波长的颜色,例如蓝色或紫色来提高对比度。如果零件处于运动状态,请考虑使LED照明器频闪以获得最佳强度和灯泡寿命。
给定特定照明技术的照相机的光学系统可见的特征通常不具有用于机器视觉工具的相同特征,可以在零件印刷上指定或使用手动测量仪来测量。
例如,测量直径较小但相当深的通孔的直径 - 高精度和低不确定性。

如果使用前部照明,则只会测量孔的顶部边缘。如果期望的检查是模仿插入量规,这可能是不可接受的。另一方面,如果使用背光,由于孔的深度,光学器件不可能“平均”图像中的整个孔。
更有可能的是,光学器件将集中在钻孔顶部,底部,中部的某一深度处,并且这个结果可能不是所期望的。仔细选择照明,光学和算法,以确保测量商定的表面。了解在许多情况下,出于上述原因,在线非接触机器视觉测量不会完全重复物理测量设备。
被检测的部件必须重复呈现。
在离线设置中,成像,光学,分辨率和算法可能都是完美的,但是在线测量的可重复性和可靠性可能会很差。
通常情况下,部分呈现会不一致,甚至有时候,部分演示甚至可能无法实现某种度量。
以钻孔为例。当该孔的表面垂直于透镜时,图像直接从孔的深处取下,可以成功测量。但是,如果零件稍微倾斜,那么这样的孔可以明显地变成椭圆形,或者如果是背光,则会被完全遮蔽。
对于非接触式测量的成像,首先必须减轻所有可能的零件表示变化,然后理解在任何情况下,零件表示都将对测量中的一些叠加误差负责。
此外,物体的移动速度同样是重要的因素,如果被测量的物体不是静止的,而是运动状态,那么一定要考虑运动模糊对图像精度的影响(模糊像素=物体运动速度*相机曝光时间),不是软件能够决定。
根据视觉检测应用领域,视觉检测系统对其组成部分有着不同的要求,在智能制造领域,照明亮度,相机的像素,计算机的算力与性能同样重要,比如在相机和计算机上的选择上,都要求是工业级的,且对工业相机的帧频分辨率等指标依据需求筛选,而计算机的的性能、算力和环境适应同时也要和检测需求匹配(物体移动速度,灯光亮度,检测软件兼容等),检测精度的提高是最重要的,而这取决于以上谈到的各种因素之间的相互匹配。
智能化、自动化、数字化、信息化是未来制造业的发展大趋势,双翌光电致力于制造业工厂智能改造,数字化升级。我们坚信通过不断努力与创新,能够实现与客户的合作共赢。如果您有相关视觉检测方面的需求,请联系我们。
热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
