

热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
一、确认一下齿轮软件中设置的BCW和机械是否一致
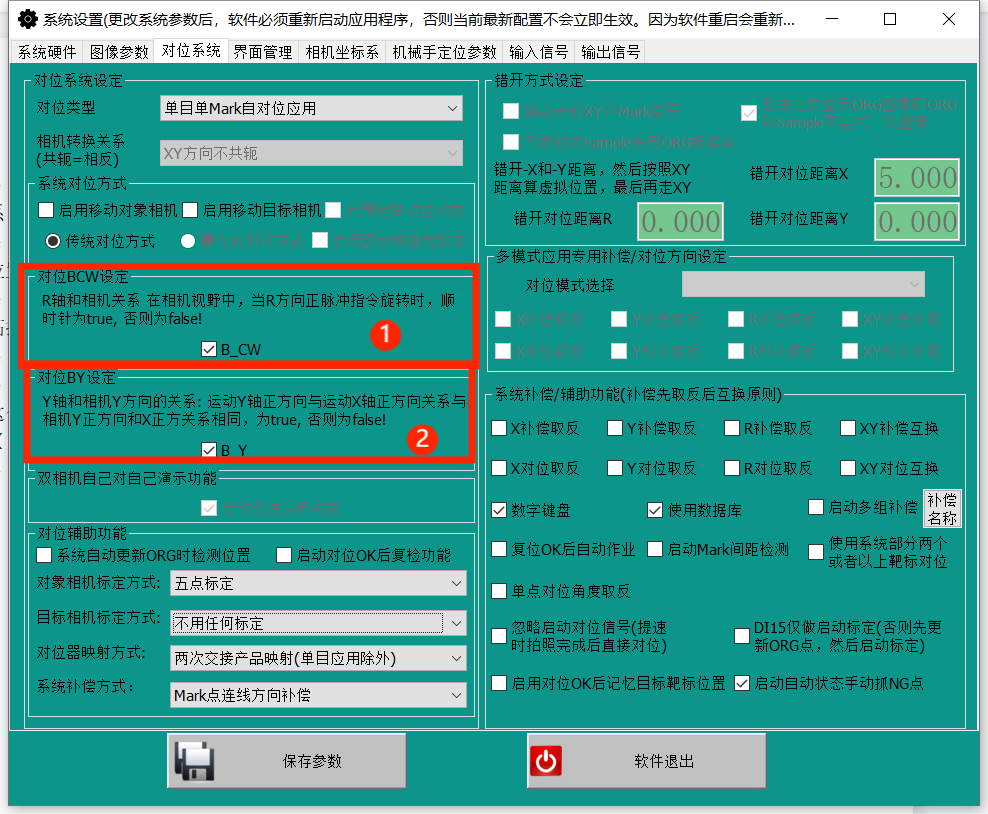
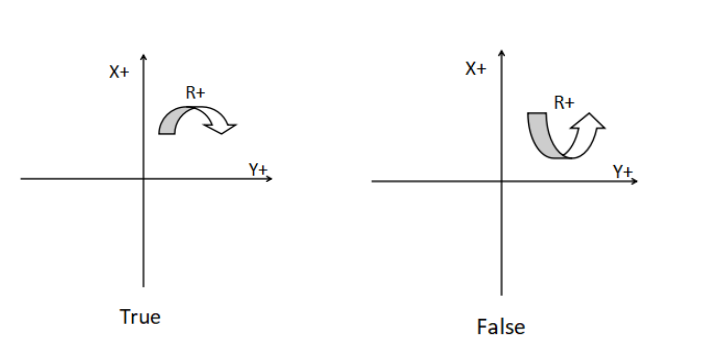
图中①”B_CW”:当Y轴正方向在X轴正方形的顺时针(角度R正方向)位置是B_CW为true,否则为false,如下图
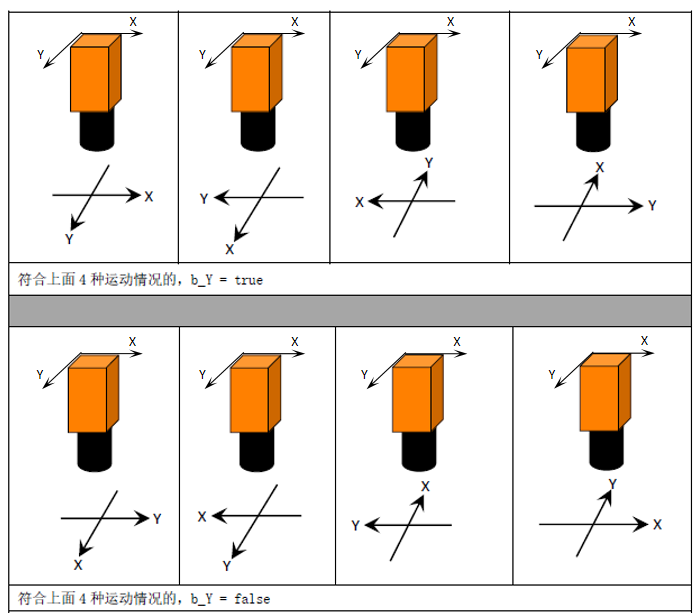
图中②”B_Y”:运动Y轴正方向和运动X轴正方向的关系与相机Y正方向和相机X正方向的关系一样为true,否则为false,如下图
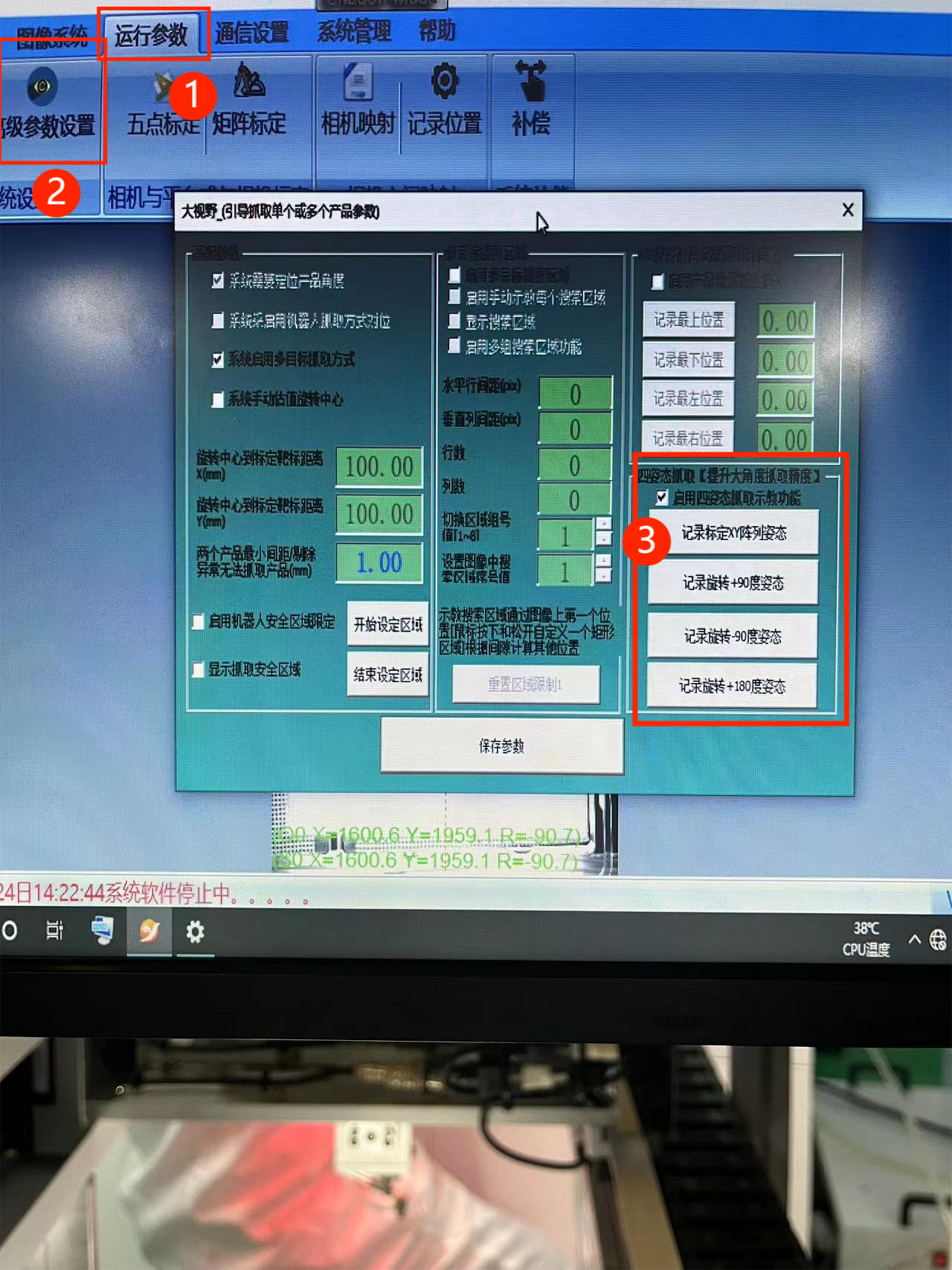
二、大视野四姿态做基准点
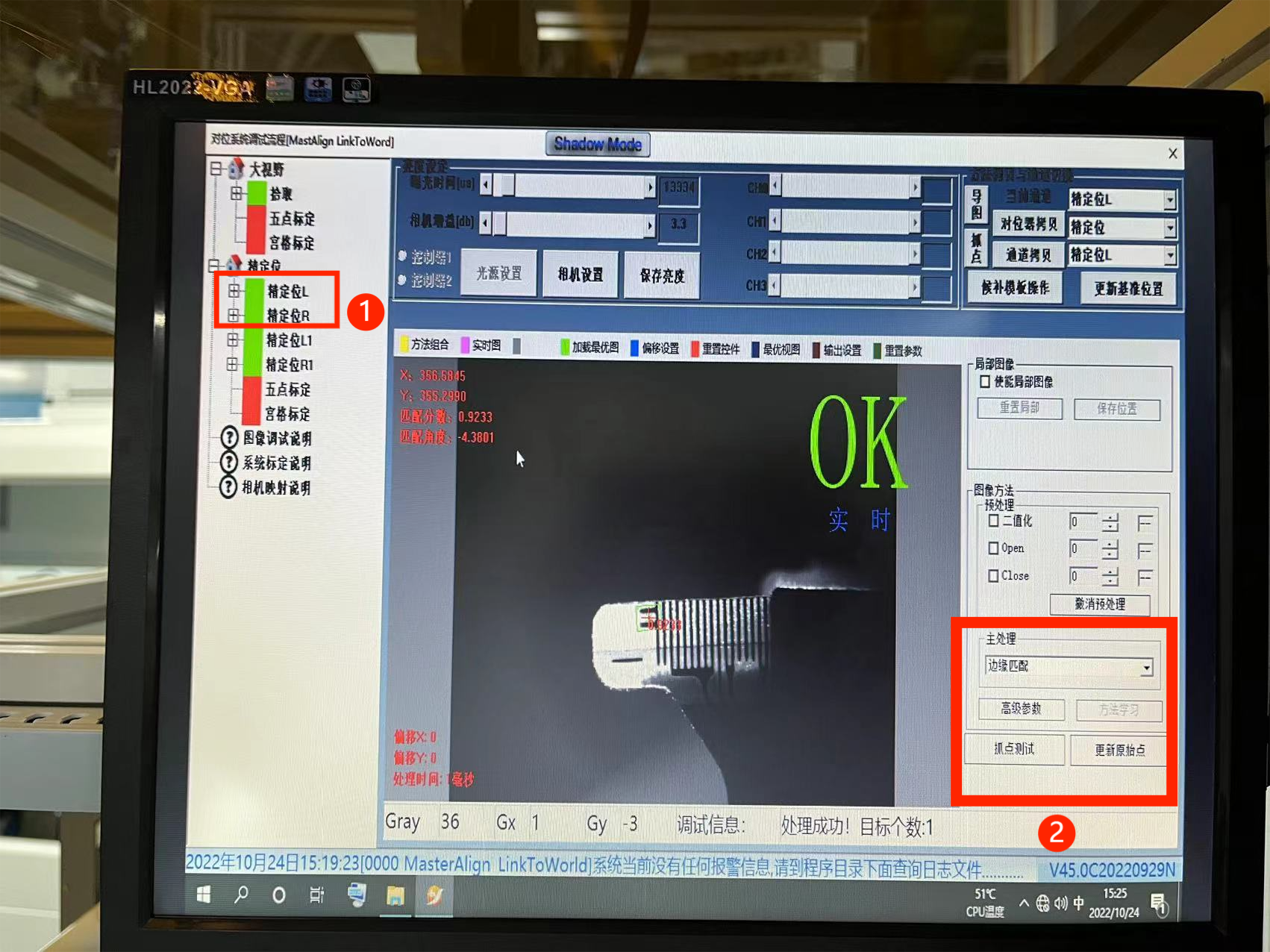
在调试处理中把模板出现按照上面那个方式学习一下模板,然后需要走四个姿态(0°、90°、-90°、180°)去做基准点,如图一(视觉图像)和图二(PLC面板)
图一
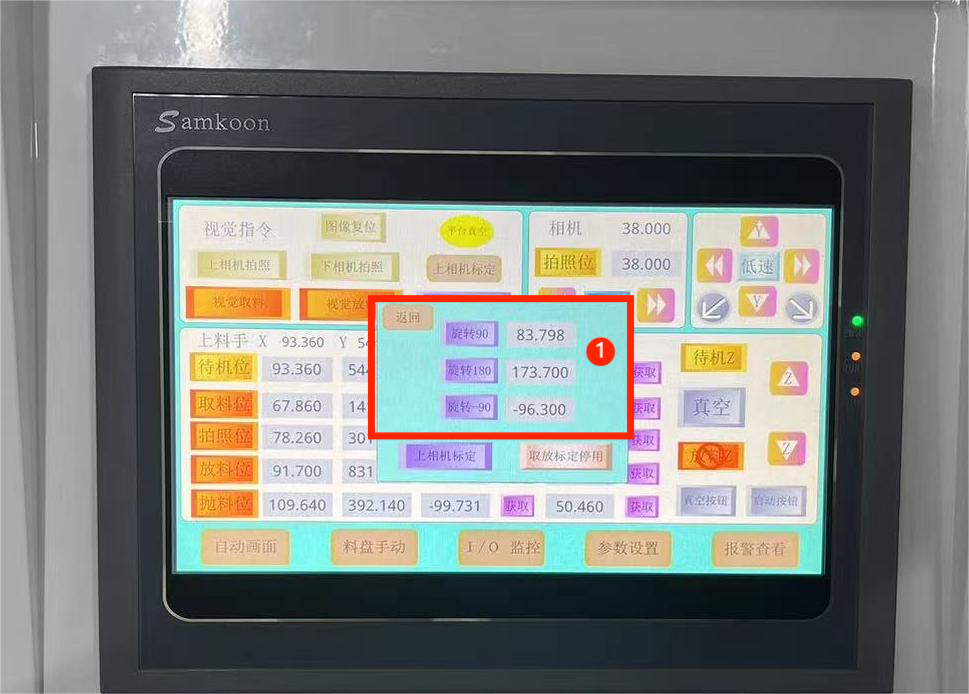
图二
点击图一中①打开运行参数,然后点击图一中②高级参数设置,打开后显示出,找到图一中③,在学习模板的第一个位置设置“记录标定XY阵列姿态”,然后点击图二中“旋转90”让吸嘴取产品转正90°,再点击“记录选择+90度阵列姿态”,让吸嘴在90°姿态下去吸产品点击图二中“旋转180”,到位置后点击“记录180度阵列姿态”,然后让吸嘴取产品图二中“旋转-90”,然后点击“记录-90度阵列姿态”这就做完了大视野的基准点
注意:这个角度是基于当前取料位角度去计算角度的,列如:当前角度7.002,旋转正90度就是97.002
过程中不可移动产品,若移动必须重新做
三、精定位模板基准点
在调试处理中学习一下模板,如图中①可以选择精定位的左相机和右相机,然后在②中学习模板记录基准点后退出
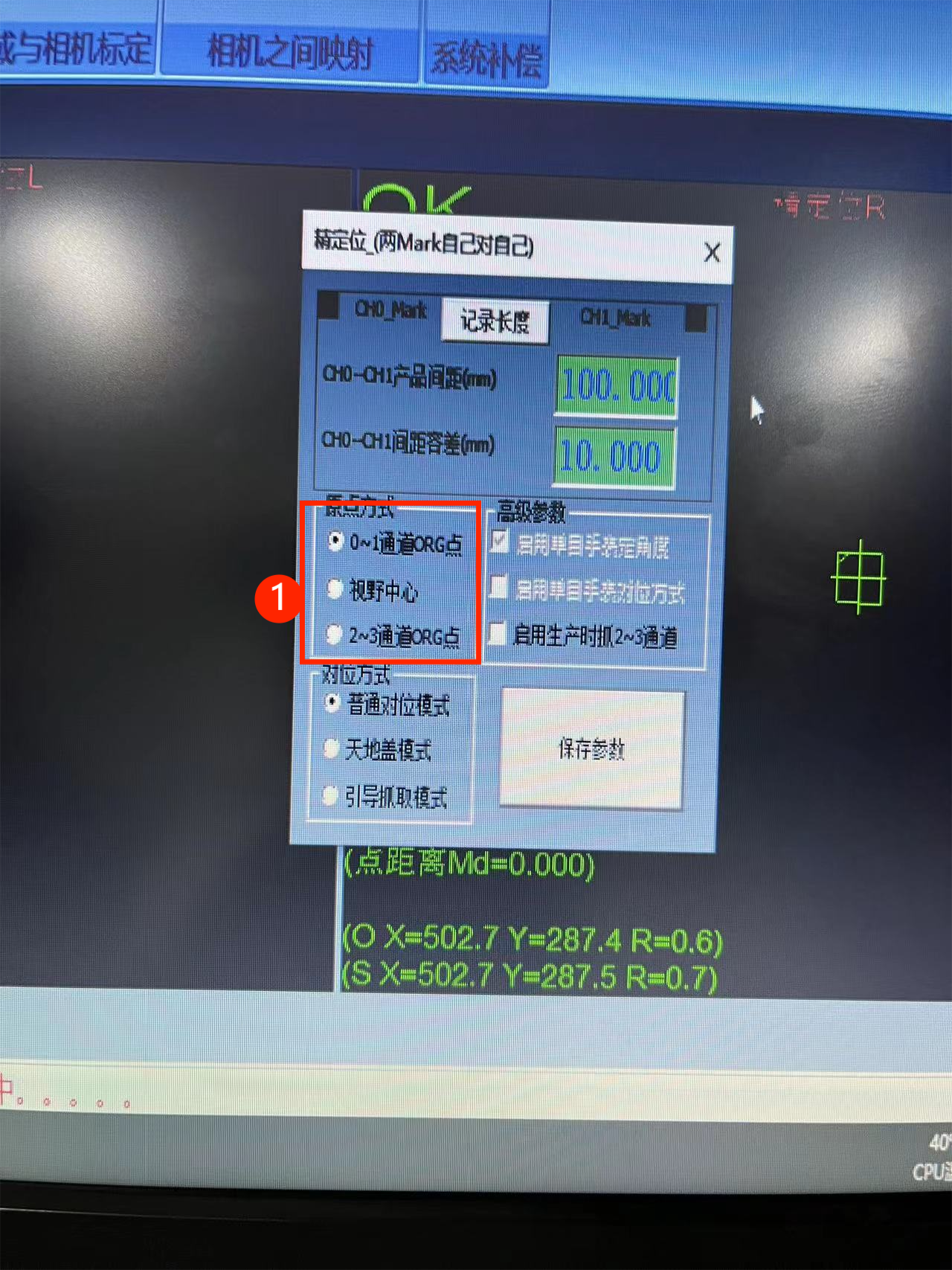
在高级设置中找到图中①的位置选择第一个0~1通道ORG点,原因是:第一个是上面那张图中①的点位,做模板时更新基准点会跟着一起更新;第二个视野中心是不管怎么更新基准点,他的基准点都是在视野的中心位置;第三个是上图中精定位模板的后面两个,没用到。
四、机械手抓取做模板精度
模板抓取,因为吸嘴和电机中心之间有距离如下图(黄色线显示)
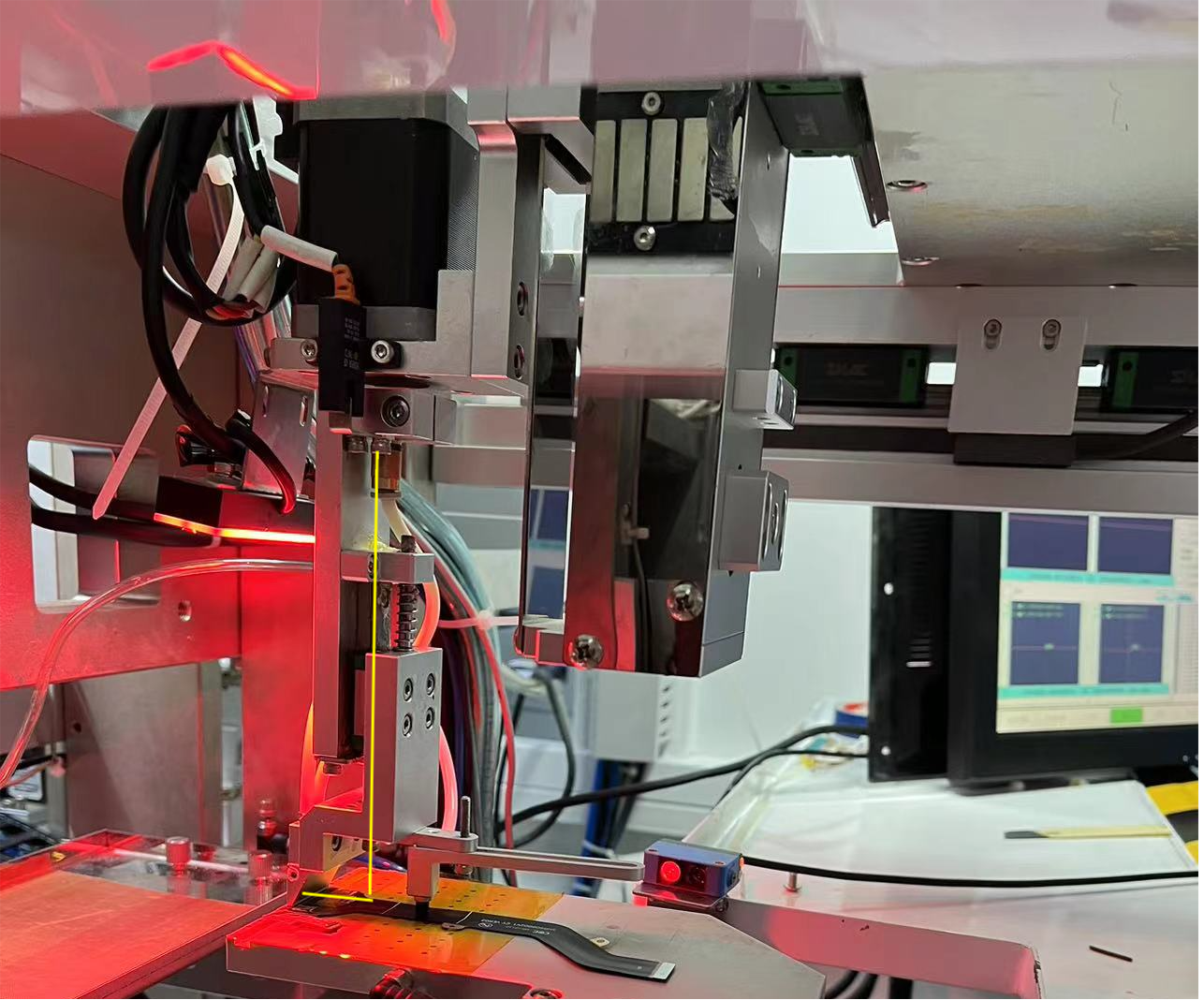
因为吸嘴取产品是吸产品的前端如下图①(黑色框);所以图像抓取中心需要在电机的正下方如下图②(红色框)
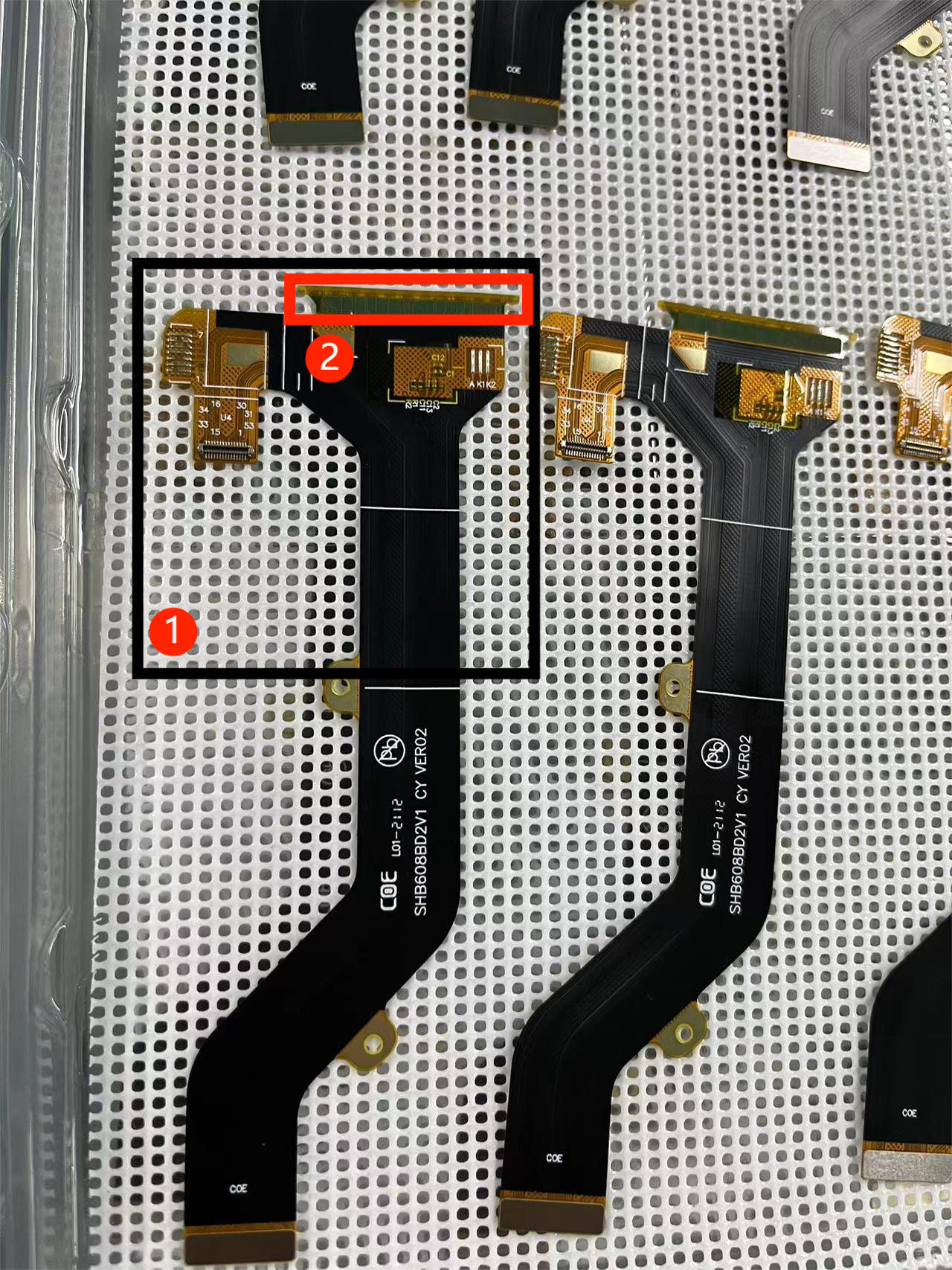
视觉图像抓取图范围如下图(绿色框)
目的是为了提高精度,确保ORG基准点能在电机中心距离近一点

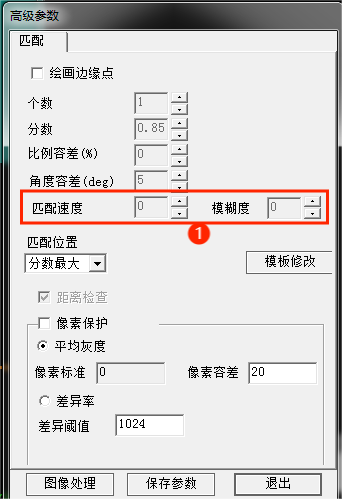
五、产品的模板参数尽量不要调什么模糊识别度等参数,影响精度的参数
在模板中高级设置里面,不要调下图中红色框内的值,会影响精度
六、测试精度的时候可以先不带角度放再视野中不同位置,通过下相机观察抓取精度,如果这个时候精度不稳定,说明系统的宫格标定有问题。重新标定,确保标定过程中产品不能人为的移动【目前的标定方式是取放标定】
七、角度测试,如果是大角度时存在偏位,建议增加角度标定范围
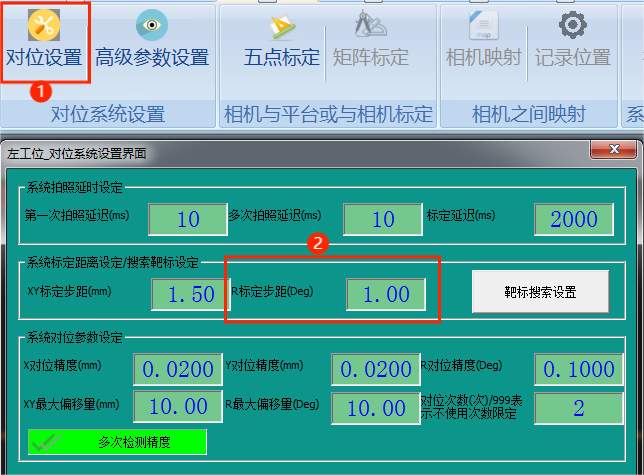
找到①“对位设置”,点击进去后,找到②就可修改标定角度的步距
深圳市双翌光电科技有限公司是一家以机器视觉为技术核心,自主技术研究与应用拓展为导向的高科技企业。公司自成立以来不断创新,在智能自动化领域研发出视觉对位系统、机械手视觉定位、视觉检测、图像处理库等为核心的20多款自主知识产权产品。涉及自动贴合机、丝印机、曝光机、叠片机、贴片机、智能检测、智能镭射等众多行业领域。双翌视觉系统最高生产精度可达um级别,图像处理精准、速度快,将智能自动化制造行业的生产水平提升到一个更高的层次,改进了以往落后的生产流程,得到广大用户的认可与肯定。随着智能自动化生产的普及与发展,双翌将为广大生产行业带来更全面、更精细、更智能化的技术及服务。
热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
