


热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A


1.1 什么是MSA?
MSA是Measurement System Analysis 的缩写,意思是测量系统分析,是质量管理五大工具之一;使用数理统计和图表的方法对测量系统的分辨率和误差进行分析,以评估测量系统的分辨率和误差对于被测量的参数来说是否合适,并确定测量系统误差的主要成分。
测量系统的误差由稳定条件下运行测量系统多次测量数据的统计特性:偏倚和方差来表征;偏倚是指测量数据相对于标准值的位置,包括测量系 统的偏倚(Bias) 、线性(Linearity) 和稳定性(Stability);而方差指测量数据的分散程度,也称为测量系统的R&R,包括测量系统的重复性(Repeatability)和再现性(Reproducibility)。
一般来说,测量系统的偏倚和线性由量具校准来确定;测量系统的稳定性可由重复测量相同部件的同一质量特性的均值极差控制图来监控;而测量系统的重复性和再现性由GR&R研究来确定。
质量管理五大工具
1.APQP: Advanced Product Quality Planning
先期产晶质量策划与控制计划
2.PPAP: Production Part Approval Process
生产件批准程序
3.FMEA: Failure Mode and Effect Analysis
潜在失效模式与效果分析
4.MSA: Measurement System Analysis
测量系统分析
5.SPC: Statistical Process Control
统计过程控制
类型
| 定义 | 图示 |
分辨力 Discrimination | 测量系统检出并如实指出被测定特性微小变化的能力。 |
|
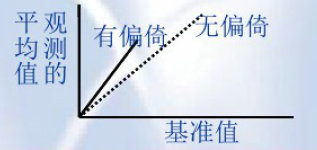
偏倚 Bias | 观测平均值与基准值的差。 |
|
稳定性 Stability | 在某种持续时间内测量同一基准或零件单一特性结果的总变差。 |
|
线性 Linearity | 量具的预期工作范围内偏倚的变化。 |
|
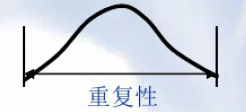
重复性 Repeatability | 同一评价人,多次测量同一特性的观测值变差。 |
|
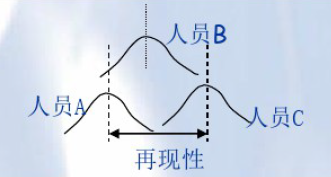
再现性 Reproducibility | 不同评价人,测量同一特性观测平均值的变差。 |
|
1.2 什么是GR&R?
GR&R是Gauge Repeatability and Reproducibility的缩写,意思是量具的重复性和再现性;用来检定检测产品的人员是否具备识别产品特性的能力,如:正常产品是否会误判,不正常产品是否会漏判等;也可以说是检定“检测系统是否正常”的一个工具。
重复性( Repeatability ) : 是用本方法在正常和正确操作情况下,由同一操作人员,在同一实验室内,使用同一仪器,在短期时间内,对相同试样作多个单次测试,再对测试的结果做统计上的分析。
再现性( Reproducibility ) : 是在两个不同的实验室对同-物料进行测定两个分析结果接近的程度。
重复性和再现性实验条件的差异:
重复性 取得数据需要符合的条件: | 再现性 取得数据需要符合的条件: |
A 、同一人员 | A、 不同人员 |
B 、同一产品 | B、 同一产品 |
C 、同一环境 | C、 不同环境 |
D 、同一位置 | D、 不同位置 |
E、 同一仪器 | E、 不同仪器 |
F 、短期时间内 | F、较长时间段 |
1.3 GR&R目的是什么
因为GR&R只是保证量具的稳定性,所以可简单的理解其目的就是降低量测误差,使量测值之尽量接近(真值之标准差)。
例:我们抽测100支圆筒的外径,可得到100组数据,会形成一个分配;如图(A)
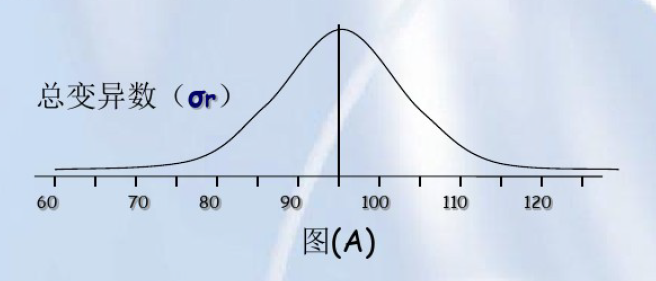
我们知道同一产品在温度/湿度等等环境下本身特性上会发生一些变异,量测的仪器/工具也会发生变异,还有其他的一些随机的变异;而这些变异就会产生数据上的误差;那么我们可以理解:看到的数据误差(σr)可包含产品误差(σTU)、仪器量测误差(σ GRR)、其他随机误差(σe)三个部分。


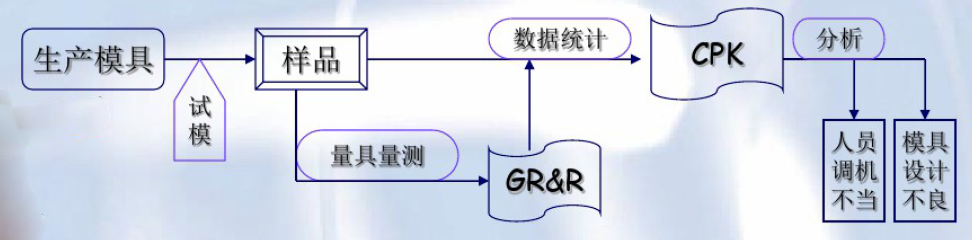
1.4 GR&R与CPK的关系
我们先举一实例来理解: 一个 实际2m的木头, 用一个尺子量测20次, 数据结果均为1.8m,可以看到数据很平均,尺子量测很稳定(GRR很好),但这个尺子不能使用了,因为准确度很差,而准确度就需要CPK来衡量;所以一个好的量具不仅需要验证其稳定性(GRR),还要验证其准确性(CPK)。
GR&R应用目的:借助量具量测数据,验证量具是否可靠?是否好用?还可以计算出量具的量测误差;
CPK应用目的:大量生产情况下,查看并降低不良率( %→ppm),提高品质质量(合格→优等),找出制程管制方向
2.1 GR&R指标与公式
◎GR&R能力指标
GR&R :表示量具的能力
%GR&R =量具差异的标准值*5.15/产品规格公差
%GR&R < 10% ------------------A级 量具精密
10% < %GR&R、 < 30% --------- B级 量具正确
%GR&R > 30% ------------------C级 量具粗劣
注意事项:
1.被测物性能需稳定,因不稳定会使%GR&R放大;
2.被测物特性之取样分布宜涵盖量具之保证范围;
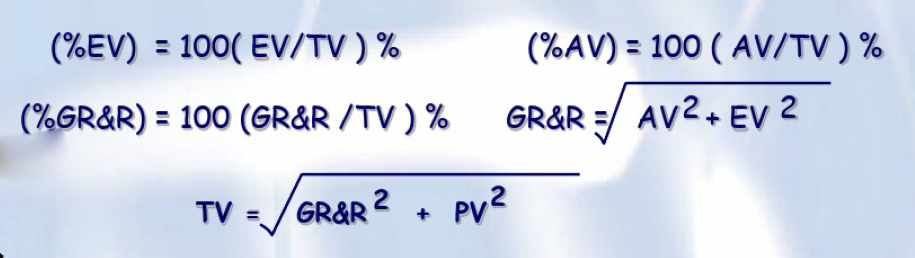
2.2 GR&R计算公式
◎GR&R百分比计算
◎总变异数: TV ◎产品变异: PV ( Products Variance )
◎重复性: EV ( Equipment Variance )设备变异
◎再现性: AV ( Appraiser Variance )人员差异

◎重复性&再现性: R&R
2.3 GR&R的执行步骤
要获取可信的GR&R,需按照--些的标准程序如下:
1.在量测系统使用者中选出2 ~ 3个评价人员;
2.抽取10个零件,以此代表实际或期望的过程变差;
3.把零件从1 ~ 10编号,但号码不为被评价人所见;
4.如果测量程序文件中有规定,则对量具作校准;
5.由评价员A随机对10个零件作测量,由一一个观察员记录测量结果;
6.由其他评价 员重复第5步,隐藏其他评价员所获得的读数;
7.重复第5和第6步,用不同的随机组合测量;
8.对每 个评价员的读数计算均值和极差;
9.用GR&R报 告表记录零件均值和极差均值;
10.计算表示设备变差的重复性;
11.计算表示评价员变差的再现性;
12.计算GR&R并转换成百分比;
13.计算零件并转换成百分比;
14.计算总变差;
2.4 GR&R的优先前提
在了解GR&R优先使用状况前,我们该先知道哪些情况不适合GR&R ?
首先,作GR&R时必须使用同-一样本、反复量测;只要有任一样本无法被反
复量测,那么基本上都不适用GR&R,这一类的情况中尤其以破坏性测试为
最明显,因为样本实际上已无法被反复测试;所以凡是破坏性测试,原则上
均不适用GR&R.
GR&R的优先使用前提:
1.本质上是非破坏性之量测数值
2.该量测特性之制程能力Cp值明显不足
在此状况下,我们必须运用GR&R深入探究此时的制程能力是产品之,真象或假象?
若GR&R> 30% (C级),就表示量测系统不够精确从而扭曲了产品的真值;那么我
们就应立刻着手改善量测系统,找出问题症结,再予以克服,以改善GR&R。
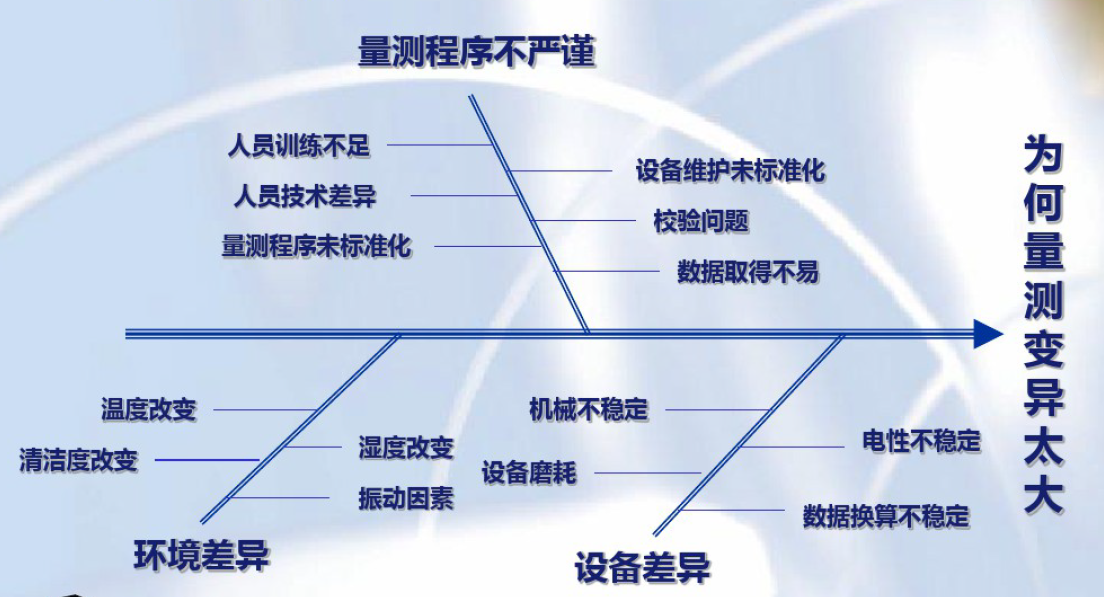
◎特性要因图
3.1 EV与AV比较判定
◎EV> AV
重复性:EV(设备变异) >再现性:AV(人员变异)
(量具需要加以保养;
√量具需要重新设计,以提升适切性;
√量具的夹紧或零 件定位的方式需要改进;
√存在过 大的零件变异;
◎AV> EV
再现性:AV(人员变异) >重复性:EV(设备变异)
√量测人 员需要更好的培训如何使用量具及数据读取方式;
√量具刻度盘上的刻度不清楚或校正不良;
√需要某些夹具协助评价人员来提高使用量具的一致性;
3.2 GR&R实验要求和方法
◎GR&R实验要求
1、样品:应在能代表整个作业范围的制程中随机选取(包括超出规格的样品)
2、仪器:确保量测仪器是依照正确的国际认可的最新标准得到了校正读数值取估计之最近值;而最小取至最小刻度之1/2 (最小量测单位的-一半)
3、操作者:要得到了良好的教育训练,能熟练正确地操作量测仪器;确保每个操作者完全明白进行GRR分析的每一一个步骤及注意事项;
◎GR&R实验分析方法
重复性分析:绘极差图→计算控制限→分析控制图→计算重复性
再现性分析:评价人均值极差→计算再现性
零件变差分析:计算均值控制限→分析控制图→计算零件变差
热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
