热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A


激光加工具有加工精度高、表面质量好、加工噪声低、设备振动小等优势。但激光切割也存在加工速度慢、材料利用率低、综合加工费用高等劣势。
激光切割机采用非接触式加工原理,与普通的多工位冲床加工相比,不需要专用模具,所以其加工范围和条件受限制少,按产品设计要求可以随意切割复杂的形状,适合单件试制和小批量生产,能快速满足客户对产品个性化的追求。在厚板加工上,激光切割加工优势更加明显,可切割厚度超过20mm以上的钢板,一般多工位冲床只能加工3~8mm板厚的产品。由于激光切割机采用移动激光切割头加工板材,切割来回行走行程长;与多工位冲床相比,加工速度上要慢、总加工时间长、效率较低、辅助气体用量大,所以激光切割加工综合成本相比冲床加工高很多。如何缩短激光切割时间,提升激光切割加工效率,这是众多生产企业都比较关心的课题。
提高激光切割机的效率和经济效益,主要是缩短激光切割时间,提高板材的利用率,不仅需要研究激光切割最短空行程,还要研究打孔耗时、切割停顿和套料共边等问题。
切割时间
激光切割路径可以划分成两部分,包含了用于去除或分离材料的切割路径和工序空程路径,其中切割路径是有效工作路径,所消耗的时间是有效切割时间,而空行程是无效路径,消耗的时间是无效工作时间。
对于1台数控激光切割机,当使用最大功率加工部件时,在保证质量的前提下,其有效切割速度是一定的,要想提高切割效率,缩短无效切割时间,减少切割路径长度是主要的途径。另外,适当调整切割过程工艺参数,选用不同的穿孔方法,也可相应节约切割加工消耗的时间停顿。以打孔为例,如外光路调整、聚集光束、垂直度调整等属于工艺调节停顿。
材料利用率
板材激光切割加工后分成两部分,包含了零件和余料,其中按设计图纸切割下来的工件是真正有用的零件,余料都是不规则的状态,通常是作为废料处理。所以激光切割材料有效利用率=有用零件面积/板材总面积×100%,要提高板材利用率,就必须减少激光切割后的余料。现在激光切割设备一般可利用计算机优化套排功能,将多个不同形状的零件套排在一张板上,减少各个零件的切割间距和搭边距离是材料节约的主要途径。当然,也可根据工件大小选用较小尺寸规格的原料板材,或者按零件实际尺寸直接做成非标定尺寸板材,来提高板材的实际利用率。
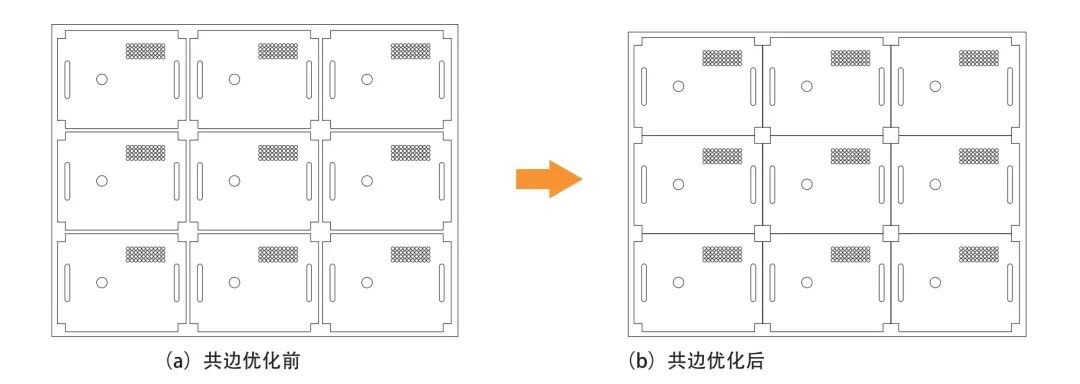
图1 共边切割案列
利用激光切割机的离线编程软件,对在板材上套料和工艺设定做优化,以提高板材利用率和切割效率,主要采取以下几点措施。
套料时采用借边、共边
规则外形零件在套料时采用借边、共边套料。在共边切割(图1)时,两个零件其中有一条边是公共边,所以切割路径会大幅度缩短,从而减少了切割时间。一张板上不能将所有零件都做共边,一般建议2~4个零件之间作为一组做共边。不然所有零件都共边在一起,会造成零件在工作台上不稳定,由于切割完后的零件会翘起,在加工完的产品零件边上加工别的部件,会干涉、损坏切割头。为提高最终零件的外形尺寸精度。其实共边切割时,可采用桥接方法即在套料时零件和零件之间要有间距做精密微连接(图2),距离为激光光斑的直径。
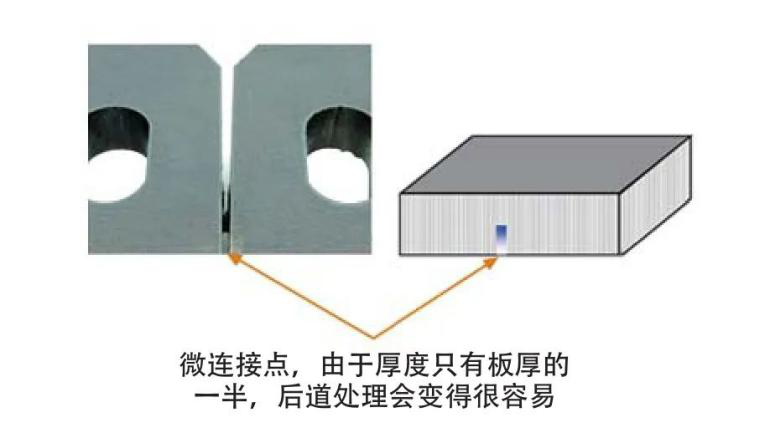
图2 微连接
据统计,采用共边切割案例,实际切割路径能缩短30%,材料利用率提高8%左右。
减少切割头抬起动作
通常机床在切割完一个轮廓后会抬起到一定高度,然后移动到下一个轮廓的切割位置做刺穿和切割。其目的在于防止切割头在从当前轮廓移动到下一个切割轮廓时,与被切割件相撞。但是一旦对切割头的切割路径做优化,或采用微连接处理轮廓,则可去除切割头的抬起动作,提高机床的切割效率。

图3 切割头抬起动作优化前后对比图(虚线为切割头运动路径)
如图3a所示为切割头的抬起动作,如图3b所示为在编程软件中做优化和设定后切割头不抬起,直接移到下一个轮廓的切割位置进行切割。
注意,使用上述优化手段后,必须注意切割头的运动轨迹,也就是说切割头不能从已经切割完毕的轮廓上方走过,如图3所示。
如图4所示,零件1割完后,切割头直接沿着红线移到零件2位置做切割,应该避免下面这种情况,如果零件1未采用微连接的话,零件容易翘起来,当切割头从上方走过时,零件会和切割头发生碰撞。
解决方案:⑴零件1使用微连接,使零件1在割完后不会翘起来;⑵修改导入线位置;⑶如图5所示,零件1割完后,切割头不会从零件1上方直接越过。

图5 优化之后的激光头切割路径
优化切割路径起点打孔的工艺处理
激光切割孔前,先要在板材上打孔,材料经连续激光的照射后在中心形成一个凹坑,然后由与激光束同轴的工作气流将熔融材料去除形成一个孔。此孔类似于线切割的穿线孔,激光束以此孔为加工启始点进行轮廓切割。通常情况下,飞行光路激光束的走线方向和被加工零件切割轮廓的切线方向垂直。影响激光打孔质量的因素有很多,应该要根据打孔的原理和特点,而且必须对打孔的参数进行分析和了解,以优化加工工艺,对不同零件轮廓使用不同的刺穿工艺和加工工艺。激光切割机的刺穿方式主要为以下三种:
⑴不刺穿(适用于1mm以下的薄板)。
⑵普通刺穿即脉冲方式刺穿,采用高峰值功率的脉冲激光使少量材料熔化或汽化。每个脉冲光只产生小的微粒喷射,逐步深入,因此厚板穿孔时间需要几秒钟。优点是刺穿孔质量高,保证切割质量。缺点是耗时长,需要一定的调试经验,刺穿时间随板材厚度增加而增加。
⑶快速刺穿即爆破穿孔,材料经过连续激光的照射后在中央形成一个凹坑。优点是刺穿时间短。缺点是刺穿孔大,如果位置设置不好会影响轮廓,从而影响切割质量;刺穿时间在1s之内。
对于厚板切割,尤其是大轮廓切割。例如4mm以上碳钢板,直径为10mm以上的孔,可以建议使用快速刺穿取代普通刺穿;但是设置快速刺穿前,要合理地调整轮廓切割的导入线长度(快速刺穿的孔孔径较大,表面粗糙,需要更长的导入线以修正切割质量)。
如图6所示,为普通刺穿和快速刺穿的比较,很明显快速刺穿的孔要大于普通刺穿,其对轮廓边缘的影响也大于普通刺穿。
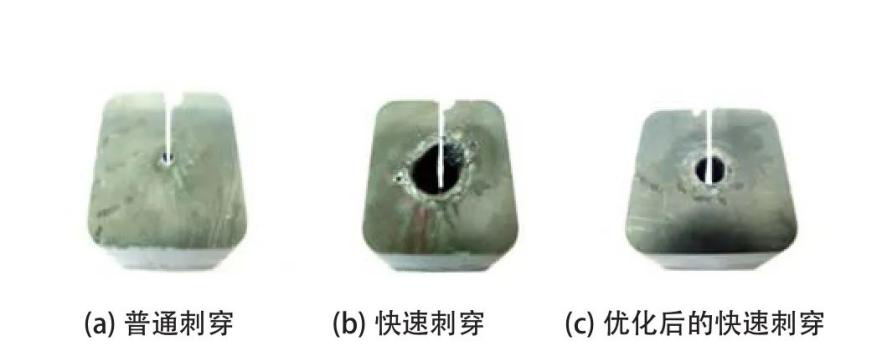
图6 穿孔方式
优化板材套料,节约板材浪费
由于工艺需要,零件在套料时往往会预留安全空间,比如零件套料之间的间距或距离板材外围轮廓的距离。适当减少间距,或采用共边能起到节约板材的目的。
为了说明如何缩短激光切割时间,提高板材利用率,本文提出了采用共边切割,优化板材套料,减少切割头抬起动作,合理选用打孔方式。经过实际验证,综合运用上述方法,能有效提高工作效率,减少废料,提高综合经济效益。
机械手视觉定位、图像处理库等为核心的20多款自主知识产权产品。涉及自动贴合机、丝印机、曝光机、叠片机、贴片机、智能检测、智能镭射等众多行业领域。双翌视觉系统最高生产精度可达um级别,图像处理精准、速度快,将智能自动化制造行业的生产水平提升到一个更高的层次,改进了以往落后的生产流程,得到广大用户的认可与肯定。随着智能自动化生产的普及与发展,双翌将为广大生产行业带来更全面、更精细、更智能化的技术及服务。
热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
