

热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
如今,电子产品越来越小型化,而穿孔插件元器件却无法再缩小、集成电路板已没有空间打孔,直插式焊接元器件在实际生产中越来越无法满足实际需要,SMT表面贴装技术应运而生。
作为SMT组装的重要工序,精密点胶是在PCB板需要贴片的位置预先涂覆一种粘结剂,以固定贴片元件。
精 密 点 胶 技 术 主 要 分 类
可以分类成两种技术:接触式,胶头接触点胶产品。非接触式,如喷射,出胶头与点胶产品间没有物理接触。
(一)钢网印刷
在涂敷胶的同时,一个刮刀将胶剂抹过模板,使胶剂通过孔到达板上。模板参数的准确度对效果有直接影响。
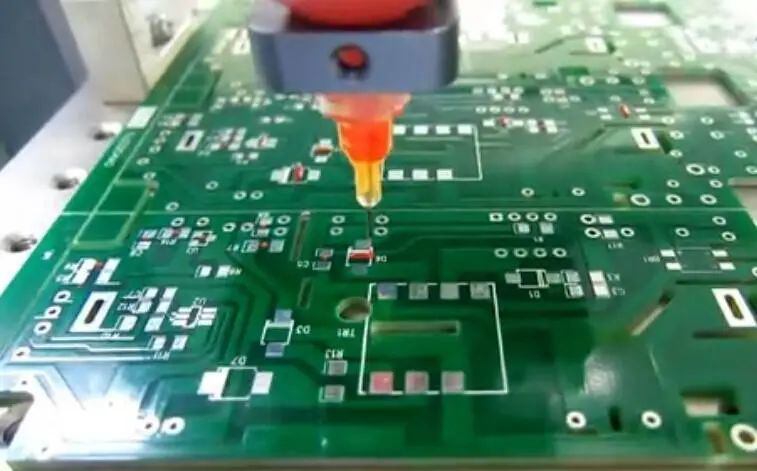
(二)接触式点胶
在针嘴点胶中,精密的运动系统把针嘴移动到一个位置,通过精密点胶系统来达到精确的滴胶高度。使用时间/压力阀、螺旋泵或正向位置泵技术控制胶剂的量。
(三)非接触式喷射点胶
喷射技术是通过消除垂直运动和滴胶头与板之间的物理接触,给选择性滴胶增加新的效率。不是为了每个滴胶动作向下接触基板,喷射滴胶头以一致的高度运转,在每个要求的位置喷射精准的胶量。
影 响 SMT 精 密 点 胶 工 艺 质 量 的 关 键
在元器件混合装配结构的电路板生产过程中,点胶是重要的工序之一,在点胶生产过程中人工控制操作的环节越少,生产良率越高,返工率和退货率越低。
可靠的精密点胶解决方案、流体控制解决方案等行业应用的丰富积累,成为了实现高品质、高良率生产的关键因素。
(一)粘度
胶水粘度决定着流体控制的方案配置。粘度大,则胶点会变小,甚至拉丝;粘度小,胶点会变大,进而可能渗染焊盘。点胶过程中,不同粘度的胶水,选取合理的压力和点胶速度。
(二)胶量的多少
贴片胶滴的大小和胶量,要根据元器件的尺寸和重量来确定,胶点直径的大小应为焊盘间距的一半,这样就可以保证有充足的胶水来粘结元件又避免过多胶水浸染焊盘。点胶量多少由点胶时间长短及点胶量来决定。
(三)贴片胶的点涂位置
有通过光照或加热方法固化的两类贴片胶,涂敷光固型和热固型贴片胶的技术要求也不相同。
(四)点胶压力
点胶机采用给点胶针头胶筒施加一个压力来保证足够胶水挤出。压力太大容易造成胶量过多;压力太小则会出现点胶断续现象。应根据胶水的品质、工作环境来选择压力。
(五)点胶嘴大小
点胶嘴内径大小应为点胶胶点直径的1/2,点胶过程中,应根据PCB上焊盘大小来选取点胶嘴,如0805和1206的焊盘大小相差不大,可以选取同一种针头,但是对于相差悬殊的焊盘就要选取不同的点胶嘴,这样既可以保证胶点质量,又可以提高生产效率。
(六)点胶嘴与PCB板间的距离
喷嘴与PCB板间的距离是保证胶点的适当径高比的必要因素。一般而言,对于低粘性的材料,径高比应该大约为3:1,对于高粘度的锡膏为2:1。
(七)胶水温度
一般环氧树脂胶水应保存在0~5℃的冰箱中,使用时应提前半小时拿出,使胶水充分与工作温度相符合。胶水的使用温度应为23~25℃,环境温度对胶水的粘度影响很大,温度过低则会胶点变小,出现拉丝现象。环境温度相差5℃,会造成50%点胶量变化,因而对于环境温度应加以控制。
(八)贴片胶的固化
涂敷贴片胶以后进行贴装元器件,这时需要固化贴片胶,把元器件固定在电路板上。固化贴片胶可以采用多种方法,比较典型的方法有三种:
1.用电热烘箱或红外线辐射,对贴装了元器件的电路板加热一定时间。
2.在粘合剂中混合添加一种硬化剂,使粘接了元器件的贴片胶在室温中固化,也可以通过提高环境温度加速固化。
3.采用紫外线照射固化贴片胶。
智能化、自动化、数字化、信息化是未来制造业的发展大趋势,双翌光电致力于制造业工厂智能改造,数字化升级。我们坚信通过不断努力与创新,能够实现与客户的合作共赢。如果您有相关视觉检测方面的需求,请联系我们。
热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
