

热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
简单来说,机器视觉即采用机器代替人眼来做测量和判断。机器视觉系统最基本的特点是提高生产的柔性和自动化程度,对应地,机器视觉相应的有以下主要的应用方向和适用场景。
机器视觉的应用主要有几个方面:
(1)视觉检测,又可分为高精度定量检测(例如显微照片的细胞分类、机械零部件的尺寸和位置测量)和不用量器的定性或半定量检测(例如产品的外观检查、装配线上的零部件识别定位、缺陷性检测与装配性检测)。
(2)机器人视觉:用于指引机器人在大范围内的操作和行动,如从料斗送出的杂乱工件堆中拣取工件并按一定的方位放在传输带或其他设备上(即料斗拣取问题)。至于小范围内的操作和行动,还需要借助于触觉传感技术;
(3)缺陷类检测:在工业生产过程中,易产生表面缺陷、杂质等影响产品良率,批量化应用及其视觉可以辅助工业生产高效的识别缺陷,提升良率水平。
其适用的场景主要是以下两类:
(1)不适合于人工作业的危险工作环境或人工视觉难以满足要求的场合;
(2)在大批量工业生产过程中,用人工视觉检查产品质量效率低且精度不高,用机器视觉检测方法可以大大提高生产效率和生产的自动化程度。
一个典型的工业机器视觉系统包括:光源、镜头(定焦镜头、变倍镜头、远心镜头、显微镜头)、相机(包括CCD相机和COMS相机)、图像处理单元(或图像捕获卡)、图像处理软件、监视器、通讯/ 输入输出单元等。
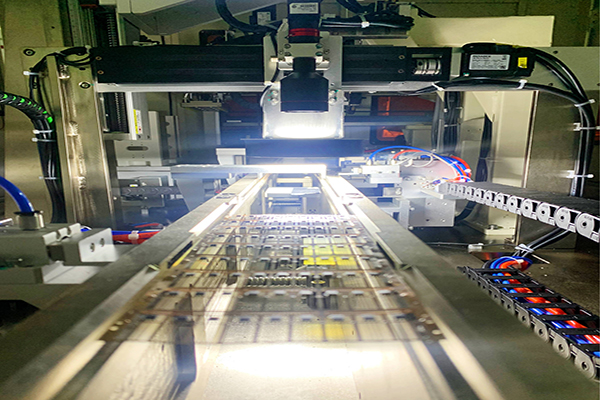
由于机器视觉的众多优势,为提高生产效率、减少生产过程中的错误,工业生产中的人工环节逐渐被机器替代,工业已成为目前机器视觉应用中比重的领域之一,在消费电子、汽车、制药等下业的生产过程中,机器视觉系统与智能制造如影随形,被广泛地应用于产品尺寸检测、缺陷检测、产品识别、装配定位等方面。
在非工业领域,机器视觉可应用于农业、医疗、安防、金融和交通等领域。机器视觉很大加强了农业自动化程度,实现农产品分选、品质检测等功能;可用于进行医学影像分析,在医药制药等也有成熟应用;还可用于安防和金融领域的人脸识别,执行身份认证任务;在交通领域则可负责车牌识别等任务。
为什么机器视觉技术可以广泛应用于工业制造生产领域。
小编认为有两点重要原因:
(1)可靠性原则,对比传统人工目测,机器视觉技术是基于人工智能的架构,是以数据传感和核心算法作为支撑的,不受人为主观情绪影响,对于标准批量化产品,可以做到较高的可靠性;
(2)经济性原则,机器视觉产品的应用对人工的替代性具备明显的成本优势,且具有更高的一致性要求。
除了以机器视觉为代表的视觉技术广泛应用于工业制作外,在消费级领域,随着数据量上涨、运算力提升和深度学习算法的发展,计算机视觉技术越来越多地被应用在各类消费级应用场景中,典型的如人脸识别服务,具体包括人脸检测、人脸关键特征点、人脸对比、人脸搜索、人脸属性、人脸聚类、人力活体检测等。
智能化、自动化、数字化、信息化是未来制造业的发展大趋势,双翌光电致力于制造业工厂智能改造,数字化升级。我们坚信通过不断努力与创新,能够实现与客户的合作共赢。如果您有相关视觉检测方面的需求,请联系我们。
热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
