

热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
机器视觉凭借其超越人眼的高精度、高效率、灵活性和可靠性不断推进企业生产自动化和智能化的进程,节约成本,提高产量,加快企业生产和发展的速度,在消费电子、新能源、半导体、汽车、交通、医药等行业正在发挥着不可替代的作用。
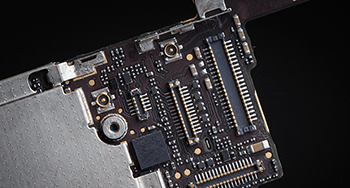
· 消费电子行业
消费电子行业一直是机器视觉的主要应用领域,消费电子生产过程中需要大量种类繁多、小尺寸、高精度的元器件,因此不可避免地需要面对复杂的生产工艺、高精度的检测要求、高成本的人力等问题,而机器视觉正在高精度引导定位贴合、产品二维码识别、组装检查等工序中发挥其超越人眼的巨大优势。
· 新能源行业
发展光伏行业是我国能源结构低碳化转型的重要举措。在太阳能电池板的生产制造过程中,可能出现微裂纹、断栅、污染、电池劣化、扩散不均、虚印等问题,这些缺陷的存在可能会影响光伏电池的光电转换效率,降低电池使用寿命,影响光伏系统稳定性。传统的成像系统较难识别出这些缺陷问题,需要采用EL(电致发光)或PL(光致发光)定位生产环节中出现的问题,为产品质量提供可靠的保证。

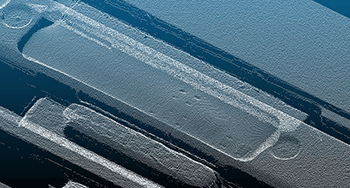
· 半导体行业
随着芯片产业规模的不断扩张,半导体行业的视觉检测需求也在提升,在微小且高精度的半导体加工过程中,硅片检测、晶圆封装测试、元件放置、表面贴装、锡膏检测等等都需要借助机器视觉来完成。机器视觉正凭借其高精度、高速、高准确率、非接触性的优势加速企业半导体产线的运行,降低成本,提升企业效益。
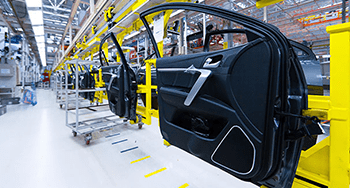
· 汽车行业
在汽车制造过程中,安全是不容忽视的问题,即便是很小的故障也可能会造成灾难性的后果,然而据估计,平均每辆汽车就由上万个不可拆卸的独立零件组成,若要在大量的零件制造和复杂的装配流程中保证低故障率,且能够对故障原因溯源,那仅通过人工实现是非常困难的。目前,各大汽车制造厂商均已将机器视觉技术投入到产线上来,利用机器视觉系统对零件进行定位、测量、识别、检查,严格把控生产质量。
· 交通行业
“十四五”交通规划的发布将智慧交通推上新的发展道路,而机器视觉正在不断推进智慧交通发展的进程。机器视觉技术可以识别车牌、道路违章检测,分析路况信息等,并对重点枢纽实现全天候、全覆盖、全方位、全过程的实时监控,为交通安全保驾护航。

· 医药行业
医药行业是以质量为先的民生行业,因此,保障医药行业的安全性尤为重要。在医疗诊断领域,借助机器视觉系统对医学影像进行分析处理,可以减少误检率,提升诊断效率。在制药行业,机器视觉可以应用在药品外观缺陷检测、包装缺陷检测、注射剂输液产品的可见异物及封口缺陷检测等方面,提升药品质量检测的效率和质量。

深圳市双翌光电科技有限公司是一家以机器视觉为技术核心,自主技术研究与应用拓展为导向的高科技企业。公司自成立以来不断创新,在智能自动化领域研发出视觉对位系统、机械手视觉定位、视觉检测、图像处理库等为核心的20多款自主知识产权产品。涉及自动贴合机、丝印机、曝光机、叠片机、贴片机、智能检测、智能镭射等众多行业领域。双翌视觉系统最高生产精度可达um级别,图像处理精准、速度快,将智能自动化制造行业的生产水平提升到一个更高的层次,改进了以往落后的生产流程,得到广大用户的认可与肯定。随着智能自动化生产的普及与发展,双翌将为广大生产行业带来更全面、更精细、更智能化的技术及服务。
热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
