热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A


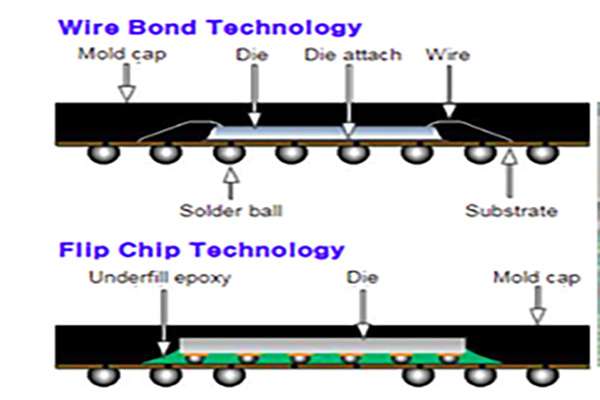
随着电子产品的发展趋向微型化、薄型化、高性能化,IC封装也趋于微型化、高度集成化方向发展。如图显示了倒装芯片和引线键合封装内部结构的比较。倒装芯片表示将带有焊料凸块的芯片的图案化面翻转以直接互连到带有焊球的基板,在引线键合封装中,长导线连接在芯片和基板之间。倒装芯片技术中的短互连比长线连接更有利于制造更薄更小的集成电路系统并提高电气性能。
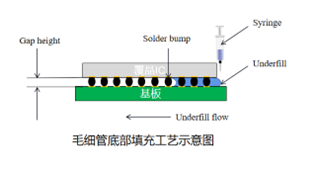
以Underfill为例,在CSP、BGA、POP、Flip chip等工艺中中底部填充是封装技术中关键的工艺流程之一。简单来说,底部填充工艺(underfill)是将环氧树脂胶水点涂在倒装晶片边缘,液体通过气液界面处的毛细作用渗透到狭窄的间隙中,这一过程称为微毛细管流动。倒装芯片封装中,将底部填充环氧树脂填充到芯片和基板之间的间隙中,以防止焊料凸点上的裂缝和热疲劳导致的电气故障。硅芯片和有机基板之间的热膨胀系数 (CTE) 的巨大差异可能会在热循环期间对互连造成显着的热应力。因此,底部填充环氧树脂可通过 CTE 失配缓解应力,并减少基板的冲击和变形,以及保证焊点的可靠性。
然而,随着倒装焊球间隙的缩小,焊球数量不断地增加,底部填充工艺难度越来越大,分段点胶以及不同点胶方式的配合使用环境下,底部填充材料的流动路径也变得更加复杂,因此容易在固化后产生孔洞, 进而可能导致产品的可靠性下降,出现封装失效的问题。
经过对大量失效产品的分析与总结,底部填胶中的空洞气泡一般分为三种:分别是随机分布型空洞、助焊剂残留型孔洞和空气内包型空洞。
随机分散型孔洞形成的原因主要包括两个方面:1.基板吸湿;2.待点胶产品在烘烤固化前吸湿。基板本身是高分子复合材料,生产车间中存在一定的湿气,吸湿的基板在点胶后, 潮气依然吸附于基板面,经固化烘烤后可能依然有部分残存在封装体内部。
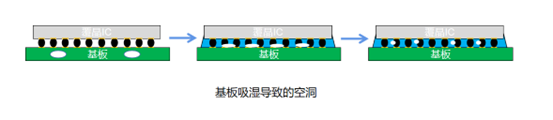
所以在产品在点胶前进行烘烤是为了去除基板中的潮气和湿气,不同类型、 不同尺寸的产品可设置不同时间的烘烤程序。另外从产品烘烤到点胶完进行固化,各个工序之间有等待时间,对于各工艺节点间的节拍的把握也是影响良率的重要因素。
底部填充在芯片倒装之后,若助焊剂清洗不干净,则会导致底部填充延迟固化甚至不固化,同时会导致底部填充胶的粘接力下降,影响器件的质量。助焊剂清洗后在焊球周围残留,其表面能与基板阻焊层芯片钝化层不同,胶体在流经焊球附近时形成不规则流动或包裹空气现象, 使得焊球附近存在微孔洞。倒装焊后的助焊剂需清洗干净,才能有效地保障倒装焊器件的长期可靠性。
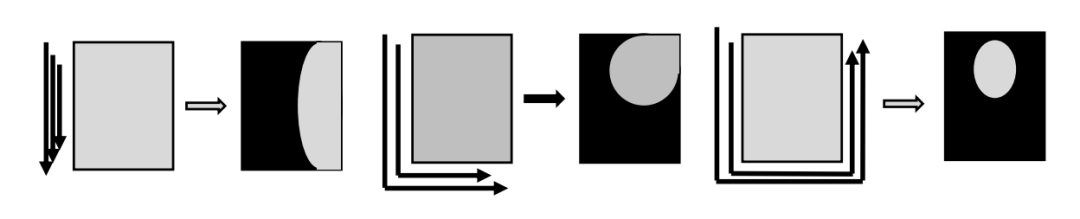
空气内包型孔洞一般来源于基板清洗不充分,影响胶体在芯片底部不同区域的流动速率,容易产生孔洞;点胶工艺本身也是影响因素,边缘效应的存在使得胶体在芯片底部流动的平面形成月牙型,导致在远离点胶位置角落或者对角线区域留下较大的气泡。点胶方式常用的有 I 型、 L 型 、U 型、I+U型等,应根据芯片的大小、形状及其在基板上的位置来选择具体的点胶形式。
对于改善上述的空洞气泡问题芯片可以通过改善焊球分布、控制基板烘烤和工艺窗口时间、优化助焊剂用量及清洗参数、优化点胶工艺参数、优化点胶方式/温度以及固化条件等方式。可以看出此类方法需要芯片设计与整线工艺的优化配合调整,除此之外我们也可以通过真空压力除泡设备解决气泡问题。
溶解与扩散是解决气泡空洞问题的两大基本原理,结合设备的功能从微观层面来说,空气是无法和胶材进行反应的气体,但仍然会溶于胶材,之所以溶解度不佳,主要原因是他们的对称性和线性导致了它们的偶极矩为零,这就导致它们无法与胶材中的分子有较强的相互作用。但是它们仍然能溶于胶材,这是因为电子云是不断运动的,总会有电子分布不均匀的时候,所以在某一瞬间它们的瞬时偶极或者诱导偶极会和胶材分子的永恒偶极作用,简单来说就是气体和胶材分子之间范德华力克服了气体分子的动能,从而微溶于胶材。但是并不是所有气体分子都会被“困住”,因为根据波尔茨曼分布(Boltzmann distribution),只有少部分动能极小的分子才能被微弱的范德华力给束缚住。
温度和压力是改变气体在液体中的溶解度两个要素。温度越低,溶解度越大,压强越大,溶解度越大。
温度越高,分子的热运动越剧烈,分子动能也越大原来被液体分子束缚的气体分子具有更多的能量,容易摆脱液体分子的束缚到空气中,所以气体的溶解度随温度的升高而减小。在气体溶于液体的这个过程中,气相到溶液,有序度增加所以熵是减小的,气体分子之间几乎没有吸引力,但是气体溶解后,分子间产生了吸引力,形成相互作用力因此焓是增加的。简而言之,焓反映分子间的作用力,因为是个放热反应,所以降温有助于降低自由能变,更有助于气体溶解这个过程自发进行。
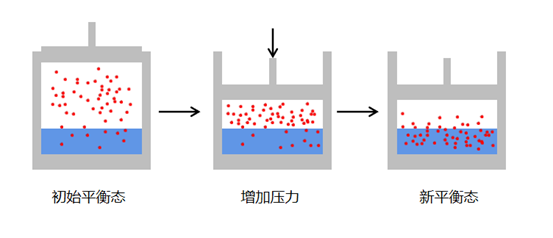
增大压强,气体分子密度增大和液面碰撞的机会增加更容易被液体分子俘获,进入液体中。所以气体的溶解度随压强的增大而增大。压强对气体溶解度的影响,是气体碰撞的宏观体现,气体和液面碰撞加剧,碰撞频率就变高。实际上气体和液体分子间的范德华吸引力的大小并未改变,但是碰撞频率增大,也能导致单位时间内有更多的气体分子被液相控制住,导致溶解度增加。
例如,将一瓶未开的可乐带上山,如果在山上休息一段时间,然后开瓶,会发现可乐会“冲”出来。这就是因为山上的气压降低,瓶内气体的压强会受到影响降低,气体溶解度降低,被释放出来,直到瓶内气体状态平衡。因为此时瓶内的气压是高过大气压的,所以开瓶时,可乐会“冲”出来。
综上所述,我们用于底部填胶的高分子聚合物胶材随着温度的变化会有从玻璃态-高弹态-黏流态的转变,因此针对于材料每个状态的温度区间,我们可以通过多重多段弹性的调节设备腔体内的温度与压力达到去除气泡的目的。以底部填胶的气泡为例,在完成点胶后界面存在多处大小各异的气泡。将产品放置真空压力除泡设备,给与腔室内压力、温度,亦或真空,腔室内的环境急剧的转变,使得气泡逃逸出界面以达到完全填覆的目的。完成内包型气泡除泡后,随着开始升温固化胶材中仍然有一定几率析出微气泡,所以我们在固化的前进行增压,同时将不再是一段式或两段式升温,在中间温度与高温段之间插入一个或多个中温段, 这样的多段升温增压固化有助于气泡的完全消除。
深圳市双翌光电科技有限公司是一家以机器视觉为技术核心,自主技术研究与应用拓展为导向的高科技企业。公司自成立以来不断创新,在智能自动化领域研发出视觉对位系统、机械手视觉定位、视觉检测、图像处理库等为核心的20多款自主知识产权产品。涉及自动贴合机、丝印机、曝光机、叠片机、贴片机、智能检测、智能镭射等众多行业领域。双翌视觉系统最高生产精度可达um级别,图像处理精准、速度快,将智能自动化制造行业的生产水平提升到一个更高的层次,改进了以往落后的生产流程,得到广大用户的认可与肯定。随着智能自动化生产的普及与发展,双翌将为广大生产行业带来更全面、更精细、更智能化的技术及服务。
热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
