

热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A

一、玻璃打标难度
当激光射入玻璃时,会在表面反射一部分光,其余大部分则会直接透过去。激光在玻璃表面蚀刻时,需要极高的能量密度,但能量密度过高,则会出现裂纹甚至崩边现象,能量密度过低,又会导致打出的点沉下去或者无法直接在表面蚀刻,故而加工难度较大。
二、影响因素
1.平面玻璃
如果采用紫外激光在平面玻璃上打标。会发现高功率激光器的光没有在玻璃表面蚀刻,也会直接透过去。其原因是因为激光器峰值功率不够,或者是能量密度不够集中。有些虽能在玻璃表面蚀刻,但还是产生了漏点的现象,并且有些脉冲形成的点会下沉到玻璃里面形成内雕,这种情况可以采用高峰值功率的激光器与大倍率扩束来改善加工效果。
另外,激光束接触玻璃表面的时间同样影响着玻璃表面的蚀刻效果,接触时间太长可能会导致玻璃表面打的太深,太短则会导致漏点。需将振镜的扫描速度更改到合适的值即可得到较好的加工效果。但需要注意的是扫描速度还受到激光器本身的频率所影响,若频率过低也导致漏点现象 。
2.曲面玻璃
受曲力影响,聚焦光斑的焦深与振镜的扫描方式对加工效果的影响格外重要。在能量密度达标时,发现在玻璃表面越往边缘的效果越差,甚至无法在表面起加工作用,其原因就是因为焦深太浅所导致。下面看一下不同焦深所带来的影响。如下图所以示,是X10倍扩束,与X8倍扩束,X5倍扩束时在石英玻璃表面蚀刻时的效果:
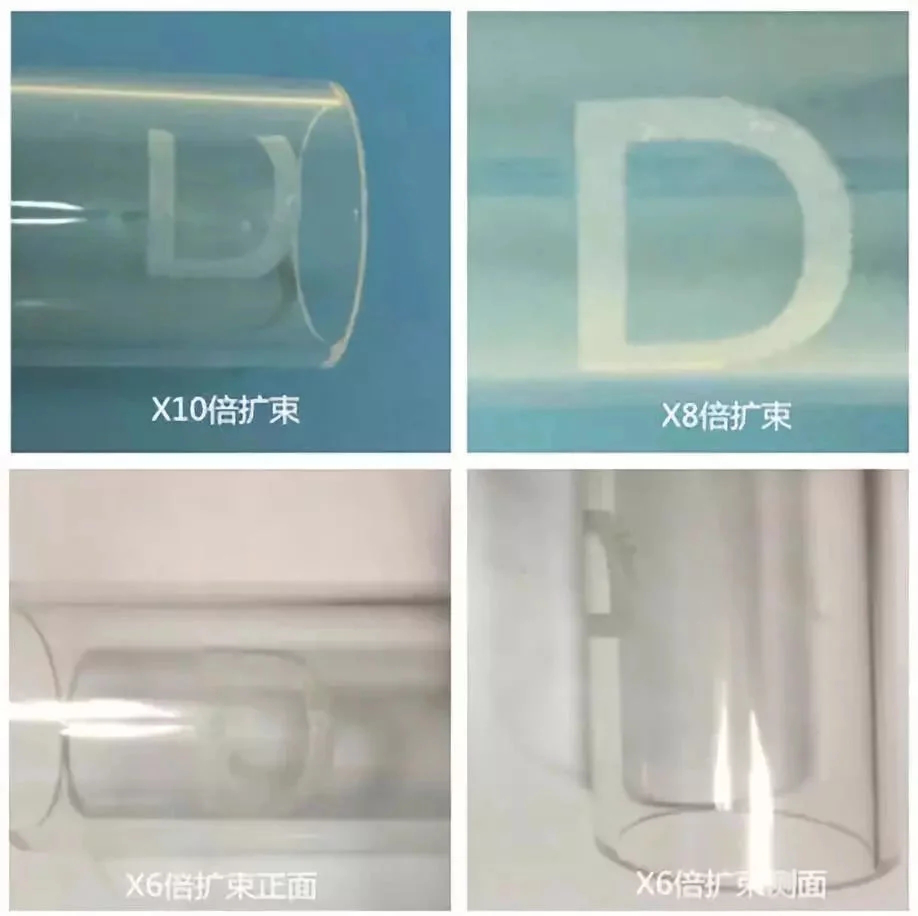
以上图片所示,可以明显的观察到10倍扩束下,能量密度较为集中,表面很细腻,但又因焦深较浅,所以两侧激光没有在表面起作用。8倍扩束下,对于当前曲面的产品,焦深和能量较为合适,打标出来的效果较好。而6倍扩束焦深增加的同时也减小了能量密度,因此漏点很多,效果较差。因此得出结论,对于此类曲面幅度较大,硬度较高的玻璃材料要选用光束质量较好,脉宽较窄的激光器,选用合适的扩束镜或采用3D可变焦振镜来加工此类产品较为合适。
延展阅读:
激光可以形成极细的光束,在玻璃材质上实现精细打标,任何复杂的文字、图形、图像、商标、LOGO、条形码、二维码、生产批号、亲笔签名等等,都可以通过激光打标机来完成。通常使用激光在玻璃上打标有以下几种方式。
一、 多次激光辐射法
采用一次激光辐射在玻璃表面产生轮廓显而易见的标记,几天后激光扩展到原标记外附近区域形成碎片,再采用多次辐射,使与标记区域相邻的区域通过热传导被加热,使这些区域形成应力梯度,从而减少二次破裂可能性,采用这种方法在钠钙玻璃和硼硅酸盐玻璃上打标十分有效。装盛液体药剂的小型玻璃瓶、生活中的玻璃杯都可以使用这种方法打标。
二、 产生龟裂状表面裂纹法
采用加热和加冷的过程,使受作用的玻璃表面发生变化,这种方法不是立即就能看到的,是在稍微加压之后才开始沿激光标记区域产生阁状裂纹。这种方法在高质量的汽车玻璃上能打印出清晰的标记,其要求纯至表面。
三、 离散点形成环状裂纹法
利用一系列环状裂纹形成文字、条形码、方块或矩形码以及其他形状码图案。利用这种方法的一般使用CO2激光打标机的比较多,CO2激光打标机设置一个玻璃上打标打码的参数所产生的裂纹比较少。出现离散点形成环状裂纹。玻璃通过加热和冷却循环产生低密度环状裂纹。玻璃加热时产生膨胀挤压周围材料,当温度升高到玻璃软化点温度时,玻璃快速膨胀形成一个低密度材料的凸出玻璃表面的圆顶。
热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
