热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A


4、IMD,IML 工艺介绍
1. 1 IMD 工艺介绍

In-Mould-Decoration)模内转印是由一般烫印技术发展而来。
一般烫印是指在一定的温度、压力条件下,把烫印箔上的图案转印到基材上,比较适合细微的结构。下面为IMD 转印箔的基本构造由载体、离型层、颜色层(0.2um)、热熔胶四部分组成。
IMD 转印箔
在进行IMD 生产时,转印箔定位于动模模腔中,然后注塑,离型层会汽化,使载体和颜色层分离,此时颜色层通过热熔胶与注塑件结合。注意:进行IMD 生产时,模具的顶杆是设计在定模上,即注塑完成后,塑件留在定模上,由顶杆推出。
IMD 应用材料:
硬度(HRC) 耐冲击性PC 70~75 好,PMMA 90~100 差,HI-PMMA 硬度高。
优点及注意事项:
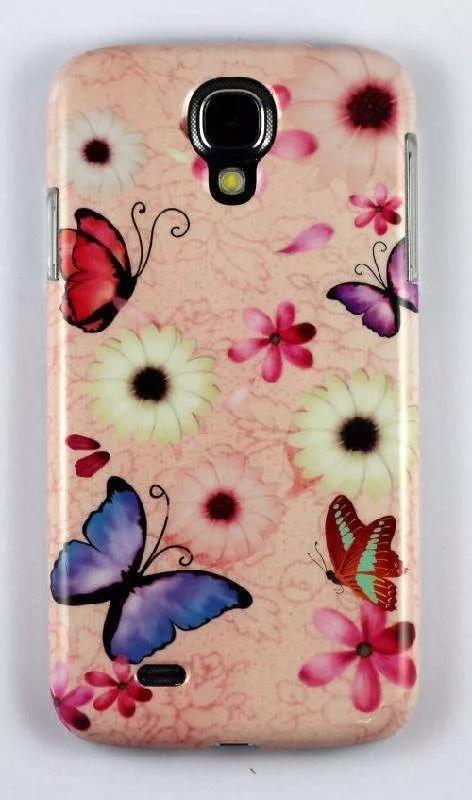
1、效果有光面、麻面、金、银、拉丝、镭射、全息;
2、油墨与涂料紧密结合;
3、颜色稳定,定位度高;
4、在有限凸凹表面印刷( <3°);
5、正反面印刷;
6、表面纹理和坑纹可同时上色;
7、表面耐磨,有耐磨涂层;
7、图案附着力好;
8、注意不同效果的材质拉伸。
1. 2 IML 工艺介绍
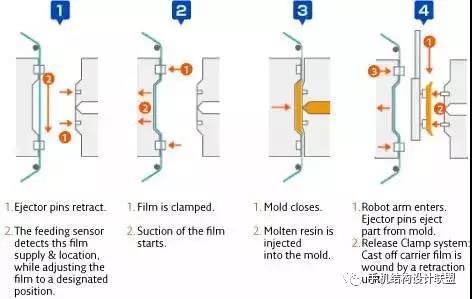
IML(In-Mould-Lable)与IMD 工艺类似,就是将一个已经有丝印图案的FILM放在塑胶模具里进行注塑,此FILM 一般可分为三层:基材(一般是PET)、INK(油墨)、耐磨材料(多为一种特殊的胶)。当注塑完成后,FILM 和塑胶融为一体,耐磨材料在最外层,其中注塑材料多为PC、PMMA、PBT 等等,有耐磨和耐刮伤的作用,表面硬度可达到3H。
IML 结构组成及制程工艺:
适合用于注塑成型的覆膜如:特殊PC、PET 等,但不同的材质会有不同的效果,不同的供应厂商也会有不同的效果,选择材料要谨慎。
在覆膜上印刷的油墨,油墨选择根据所需要的不同颜色,不同效果,不同功用去调配、去选择比如说:色别,光亮度等;特别功用比如:镜面、透明、夜光等效果。单纯的油墨是不够的还要掺入适当的添加剂,同样按照需要不同而定种类。
完成整个覆膜印刷的工作就要让覆膜和注塑模相贴合,中间要把覆膜加工成同注塑模匹配的产品,进而注塑成型。用来注塑的塑胶原料比如:PC、PMMA、ABS 等等,不同的塑料特性,同样根据需要去选择。说到注塑模具,用来做IML 的模具,不同于通常塑料模具的制作方式,还要考虑到覆膜的存在,塑胶料的伸缩性及覆膜与不同塑料相配合所会产生的一些问题等等,所以IML 的塑料模具更具技术内涵。
综上所述,均是对普通IML 产品的简要叙述,更复杂一步的产品需要对其表面、外形考虑,有的外形是不规则的、弯曲的、有大层次的,这时就要把覆膜和模具都做出不规则的形状,这样就加剧了整个产品的制作难度,但有些产品需要美观、实用,难度增大一些,成本增加一些,也在所不惜。
视窗IMD,IML 应用IMD,IML 工艺时,视窗设计要考虑的一些参数:
1.视窗必须无锐角边缘,边缘应有角度
2.窗上允许有升高的台阶,但这部分尺寸有限制,同时这部分之间的距离尽量的接近,以避免薄膜过度拉张
3.由于薄膜位置要对准,故要小心留意模框开口位置与薄膜图案透明部分相互配合之公差处理。
4.用于深边部份或接近浇口部份的薄膜不可有金属装饰。
5.如部件边缘也需要装饰,那部件边缘圆角直径必须等于部件的壁厚。即使部件所需装饰的薄膜是完全的平直的,亦要将开模线向外边缘拉张至少0.5 毫米,以防止注塑时产生皱纹。
6.注塑部件的表面结构(如:凹,凸形状)可由模内转印薄膜或模具表面的构形成。如用模具,其所含表面结构的深度最高可达1.5 毫米,但必须注意,表面凹凸结构绝对不能有尖锐边缘和尖角。(圆角半径至少0.3 毫米)
7.决定部件的设计形式,所采用的塑料及模内转印膜时,必须考虑模内转印膜的拉张能力。理论上转印膜的拉张性最高可达25%。
8.在使用IMD,IML 工艺时,视窗的壁厚应有1.2 毫米以上,这样转印膜才能和注塑基体之间才能达到最高的粘合性。
9.射料点的份量视注塑见的壁厚而定,但尽可能的用大份量,以便模腔能均匀快速的填充。常用的水口模式如下:热流道式、热浇口冷流道式、潜伏式浇口、半月形浇口、点浇口、薄膜式浇口。
视窗设计应注意的一些要点:
1.壁厚:在使用IMD,IML 工艺时壁厚应在1.2mm 以上。因PMMA 的材料耐冲击强度较低,易断裂,设计壁厚尽量控制在1.0mm 以上,但有时根据设计需要局部壁厚可做到0.6mm。PC 材料有高冲击强度,所以壁厚可以根据需要做得比较薄,局部壁厚可以做到0.4mm 以满足注塑工艺的要求。
2.卡扣设计:因亚克力视窗耐冲击强度较低,所以亚克力视窗应尽量采用背胶固定,如果一定需要用卡扣固定时就要充分考虑卡扣的强度
首先要考虑卡扣的壁厚,在不会产生缩水的情况下壁厚可设计在1.0mm 左右。
在空间允许的情况下,可在适当的位置做些加强筋补强。
在衔接部位应做圆角过度,避免尖角产生应力集中。
要给卡扣预留一定的变形空间,避免和别的部件产生硬碰硬的情况,如果这样卡扣很容易断裂。
因亚克力材料的变形较小,设计时应注意不要有过大卡入量否则在卡入时,卡扣也容易断裂。一般卡入量在0.3mm-0.4mmm 比较合适。
3.可视区域的设计:视窗的可视范围主要根据LCD 的显示范围来确定。视窗的可视范围的尺寸应设计在LCD 给出的A/A 值和V/A 值之间。
4.间隙控制:采用背胶类的视窗,与面壳的配合间隙单边可控制在0.1mm 采用卡扣固定的视窗,与面壳的配合间隙单边控制在0.075mm 以下,留出一定的喷涂厚度即可,如果缝隙太大容易进灰尘。另外采用背胶固定的视窗,在高度设计时应预留0.1mm(根据胶带厚度确定)的背胶高度,如不考虑在以后的装配中视窗和面壳可能会出现高低断差。
热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
