

热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
相较于其他行业,医药及医疗行业一直都有着更高的行业标准,医药安全直接关系到人类的生命健康。为保障医药生产制造过程的质量和安全。医药企业积极引进各类先进技术完成药品质量检测,智能机器视觉检测技术便是其中之一,应用智能机器视觉检测技术可快速完成医药包装检测、药品信息提取、药品外观检测、药品质量追溯等工作。

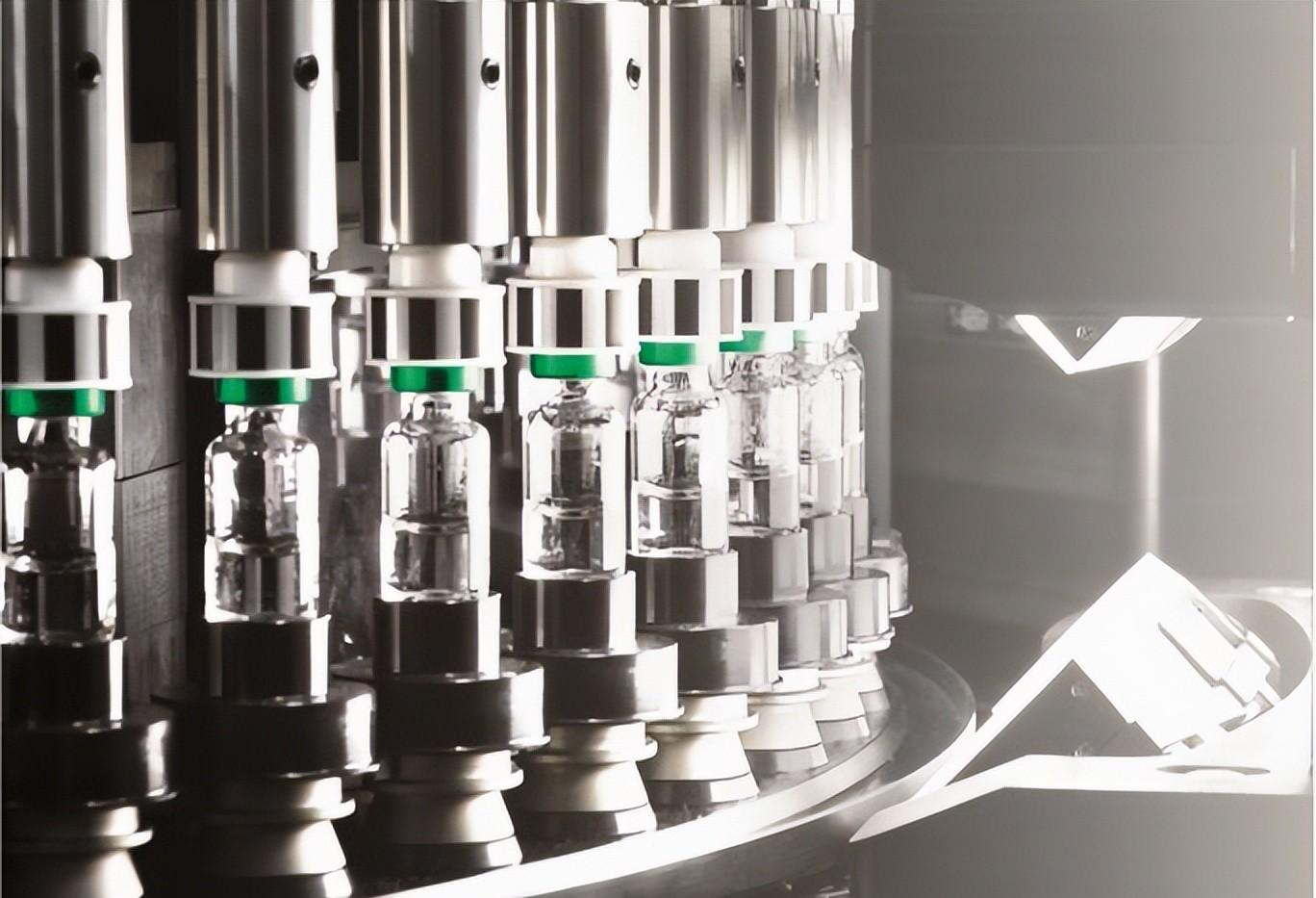
在医药制造的生产环节中,创新引进智能机器视觉检测设备为解决传统医药生产过程中人眼无法连续稳定地进行检测和识别等难题提供了有效解决方案。同时,在药品的生产包装过程中,无论是药品的泡罩包装、液体灌装,还是压盖、贴标、喷码和装盒检测等环节,通过机器视觉与深度学习算法的结合应用,实现了相关流程的自动化生产,并保证了医药产品的零缺陷,智能机器视觉检测技术在医药行业整体的升级转型中有着不容忽视的地位。
基于智能机器视觉检测技术的药液质检应用,一开始是由食品工业中的饮料生产开始应用,直至成熟安全后,才引入到了药品的药液质检。之前的药液质检的传统检测方法是人工检测,检测车间设在一间独立的暗房中,带检测的药液,例如生理盐水和葡萄糖,用人工的方式放在流水线上,流水线的速度由检测工人控制,当药品传送到检测工人面前时,工人将其从流水线上拿出,在专用的灯箱下判断产品质量是否合格。
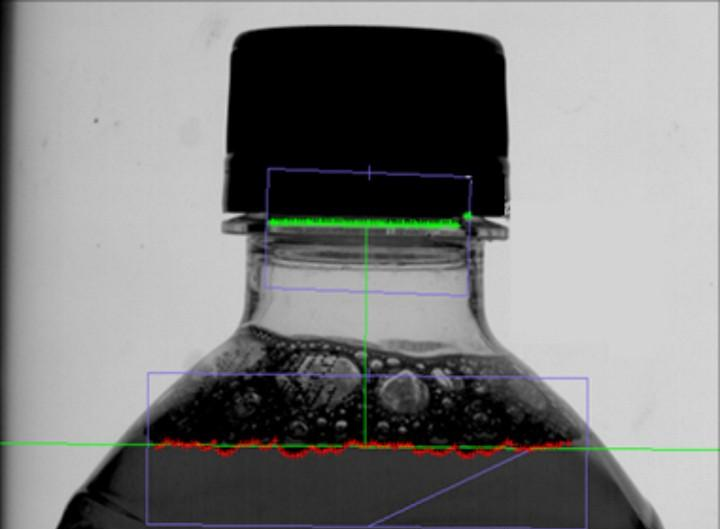
人工检测存在着很大的弊端,很难满足流水线的检测速度无法实现实时、在线、非接触检测的检测,更无法适应现代的质量控制和统计流程控制。基于智能机器视觉检测技术的药液质检应用可以实现葡萄糖药品的质量智能检测,快速质检封装后的葡萄糖液体产品里面的悬浮物,如不溶性杂质、玻璃纤维等,瓶身的缺陷,瓶身有未清洗干净的脏污等。

如今,随着机器视觉技术及AI技术的更多发展,在药品安全、检测精度和质检速度上,基于智能机器视觉检测技术的药液质检应用比人工检测高出不知道多少倍。虚数科技在机器视觉领域发展多年,解决了多款药品制造难题,DLIA工业缺陷检测等智能检测软件被应用到医疗的方方面面,如分类、异常检测、目标检测、分割、降噪等任务。智能机器视觉检测不仅仅是药品检测方面的创新性进步,它也是药品生产行业提高健康和安全标准的一个机会。
热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
