热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A


摘要
TAB(载带自动焊)代表一种新的集成电路封装概念,它具有封装体积小、价格低、密度高等优点。但是要实现这项技术必须首先解决一些工艺问题。本文将对如何实现TAB封装作一简单的工艺介绍。
1 引言
TAB(TapeAutomated Bonding)是近年发展起来的一项新的封装技术,它的工艺主要是将集成电路芯片上的焊点(预先形成凸点)同载带上的焊点通过引线压焊机自动地键合在一起,然后对芯片进行密封保护。载带既作为芯片的支承体,又作为芯片同周围电路的连接引线。该技术目前正逐步应用于大规模、多引线的集成电路的封装上。TAB的应用使系统电路板上的线条和间距进一步缩小,从而缩小了整机的体积。目前所应用的TAB的引线数最高已超过300线,而国外在试验室应用中发现,TAB可容许的引线水平在1000线左右,因此,TAB将是未来大规模集成电路封装和系统集成的最有竟争力的方法之一。
TAB技术主要包括:载带制造技术,凸点形成技术,引线压焊技术和密封技术。
2 TAB基本工艺
2.1 载带制造技术
TAB载带有多种型式,按层数和构成来分有单层全金属、双层(聚酞亚胺和铜)、三层(聚酞亚胺、粘附层和铜)和双金属层载带。
单层全金属载带虽然具有材料成本低、制造工艺简单、耐热性能好等特点,但在内引线压焊完后不能测试芯片性能;双层和三层载带可以制作高密度图形,内引线压焊完后能够测试芯片性能,适合批量生产;双金属层载带可改善信号特性,适用于高频器件。载带可生产成一个长带,象电影胶片似的,可以绕卷在一起,便于自动化生产。
载带的制作一般采用光刻铜箔的方法。铜箔厚度的选择视图形的精细程度和所需要的引线强度来定。载带的制作需要相当复杂和比较昂贵的设备,但是随着TAB应用的不断增加和标准的不断完善,有许多公司专门为集成电路封装厂家生产标准的载带。
载带的焊接区一般要求有良好的镀金或镀锡层,其厚度在1μm左右。
在芯片设计时要注意芯片焊点同载带引线之间匹配,一般载带引线宽度为50μm,相邻引线中心线的间距为100μm。
2.2 凸点形成技术
凸点是在芯片压焊区上增加一层较厚的金属作为压焊面。凸点的设计原则一般是,钝化孔小于芯片压焊区金属,而凸点的尺寸应大于钝化孔但小于芯片压焊区金属的面积(如图1)。
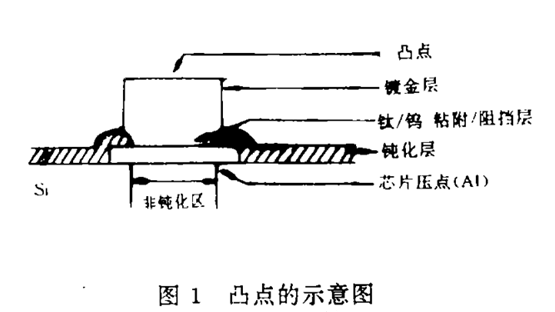
这一规则有两个优点:第一,压焊区的金属全部被凸点金属所覆盖,因此不易被腐蚀;第二,在压焊过程中可避免对压焊区周围产生损害。
凸点比较典型的结构包括:粘附层,阻挡层和压焊金属层,一般采用钦/钨/金结构(如图1)。制作凸点的工艺流程如下:

涂胶、光刻、显影、去胶、溅射等同传统的集成电路制造工艺是相同的,集成电路制造厂家都具备这些工艺。制作凸点的关键技术是电镀金。
首先在前部加工完了的已钝化的圆片上涂胶,光刻出压焊区,显影后清洗干净并烘干,然后溅射钦和钨,作为粘附/阻挡层,同时作为镀金阶段的一个电极。钦/钨厚度一般为1~2μm,同第一次光刻一样刻出压焊区,显影后清洗并烘干,然后进行电镀金,根据镀槽的大小每次可以同时电镀多个圆片。
镀金工艺要在很好的控制条件下完成,以形成最小的接触电阻和获得一致高度的凸点,镀金凸点的高度一般在20~30μm。群焊情况下对凸点的一致性误差要求较高,而单点焊相对低些。一般情况下要求,在同一芯片上的凸点高度误差在士1%左右;在同一圆片上凸点高度的误差为士5%,在同一镀槽内圆片上凸点高度的误差为士10%。凸点的粘附强度在剥离测试下应大于0.49N。
凸点的形状有两种:一种为蘑菇状凸点,另一种为柱状凸点。如果第二次光刻的胶层较薄,则凸点在沿高度方向生长的同时,也向四周生长,因此形成蘑菇状凸点,而在光刻胶较厚的情况下,由于光刻胶阻止凸点向四周生长而形成柱状凸点。
凸点形成后,为了降低硬度和提高可焊性有时进行热处理,但也可以不做。
2.3 引线压焊技术
引线压焊分为内引线压焊和外引线压焊,外引线压焊一般要在密封、测试后进行。内引线压焊是将载带的内焊点同芯片上的凸点键合在一起的工艺过程。可以将一个芯片上的所有点一次键合完—多点焊或群焊,也可以每次键合一点—单点焊。
对于内引线压焊,由于载带镀层金属材料的不同而存在着金/金,金/锡两种不同的金属化结构。因此内引线的压焊可以采用再流焊或热压焊两种不同的方法。使用那种方法取决于不同的金属化系统结构。再流焊要求组成系统的金属中的一种能够熔化,并与其配合的金属形成合金,金/锡结构符合这些要求,因此宜采用再流焊。热压焊依靠的是塑性形变和材料在不熔化的状态下相互扩散而达到牢固结合,金/金结构适合于热压焊。由于我们目前多采用金/金结构,因此采用热压焊的方法多些。镀金载带的金凸点的多点焊的典型条件是:加热器温度(压焊头)450~500℃,工作台温度200℃左右,每根引线的压力为0.78~0.98N,压焊时间0.3~0.8s。单点焊需要另一个可变量—超声波能量,由于使用超声,将更有助于焊点的形成。虽然多点焊效率高,操作简单,但是每一类芯片尺寸都需要不同的加热器(压焊头),转产慢,投资大。单点焊虽然较慢,特别是在引线数较多的情况下,更是如此。但是,单点焊比较容易建立,可以兼顾各种不同压力的焊接,工具变化小,转产快,投资小,传统的超声压焊仪通过简单的改造,即可作为单点焊内引线焊接机用。就目前趋势来看,为了加快运转周期,增加材料和设备的利用率,单点引线压焊仪的使用将更普遍。另外,为了保证压焊顺利进行,还需要有配套的芯片承载、传送固定装置和载带传送装置。
外引线的压焊同内引线压焊一样也有再流、热压、超声热压三种焊接方法,也分为多点压焊和单点压焊。
2.4 密封技术
在内引线压焊完成后,要进行芯片密封,芯片密封主要是起保护和抗潮作用。密封采用液体密封料涂于芯片的有源电路面上,然后进行固化。密封材料常用的有环氧树脂、硅胶、聚酞亚胺,选用哪种材料要根据电路的使用条件和工艺要求而定,一般应考虑的因素有:抗溶解能力,固化程序,配制方法,机械性能,热膨胀系数,离子污染水平以及最终使用环境等。
环氧树脂是常用的密封材料,这是由于它具有较好的可操作性,热膨胀系数同硅相比相差不太大,并且价格低廉,固化程序简单,一般在常温或不太高的温度下即可固化。能够对芯片起到保护作用,运用自动点胶设备可实现自动化生产。
聚酞亚胺是比较理想的密封材料,其主要性能都优于环氧树脂胶,但是价格较高。
密封完的电路要进行测试、老化、筛选,然后才能进行外引线压焊。
3 结束语
TAB技术的成功应用,能够有效缩小整机的体积。TAB技术代表着一种新的半导体器件安装概念,给系统设计人员和芯片设计人员提供了更大的空间。它的使用不仅能够使整机体积缩小,还能使芯片的面积缩小。由于TAB技术能键合比普通封装更小的压点。所以,对减小芯片面积有很大的好处。随着TAB材料、设备、技术的不断发展,标准的不断完善,TAB作为一种受欢迎的封装方法,应用将更多、更广泛。
热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
