

热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
一、功能介绍
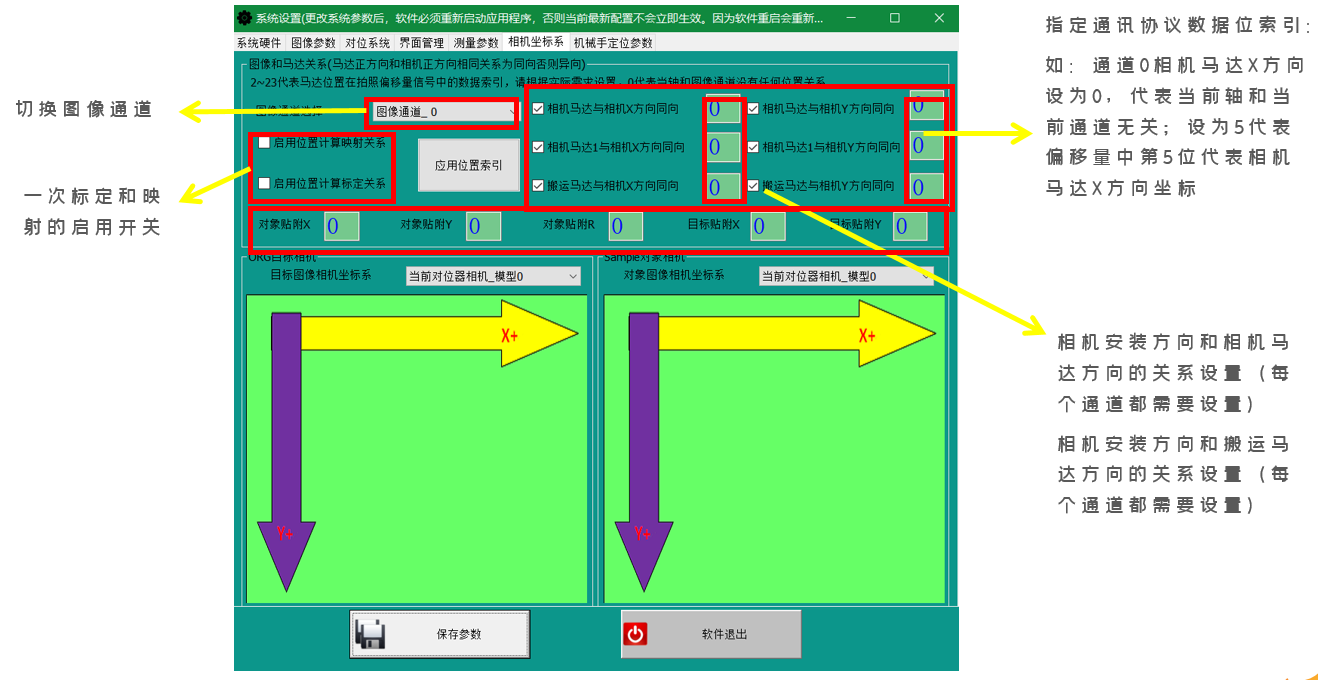
打开MasterAlign一次标定和映射的功能,可以实现设备出厂前做好标定和映射后,客户自己换型调试通过电机改变相机位置或者搬运轴位置,不需要再重新标定和映射,方便客户自己产品换型的调试。
实现原理是在标定和映射时,软件记录设备相机各轴的坐标位置和搬运轴拍照位置、贴合位置等位置信息。此时做好标定和映射的数据的设备各轴位置数据作为标定时的原始位置信息,此后调试各轴位置,通知软件修改生产时的各轴位置,在对位关系上做出算法补偿计算,实现改变各轴改变位置后的贴合对应关系不变。
为了方便各轴修改位置后的数据及时写入视觉软件,PLC修改各轴位置后通过通讯发送给视觉软件。
二、软件设置
1.
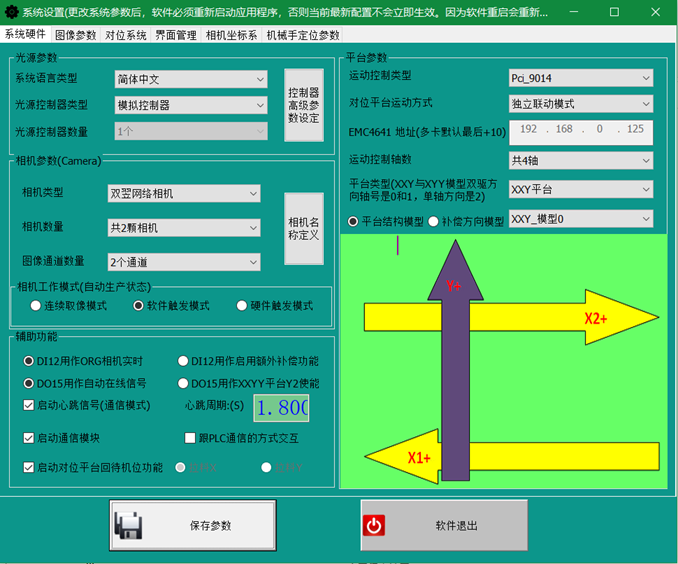
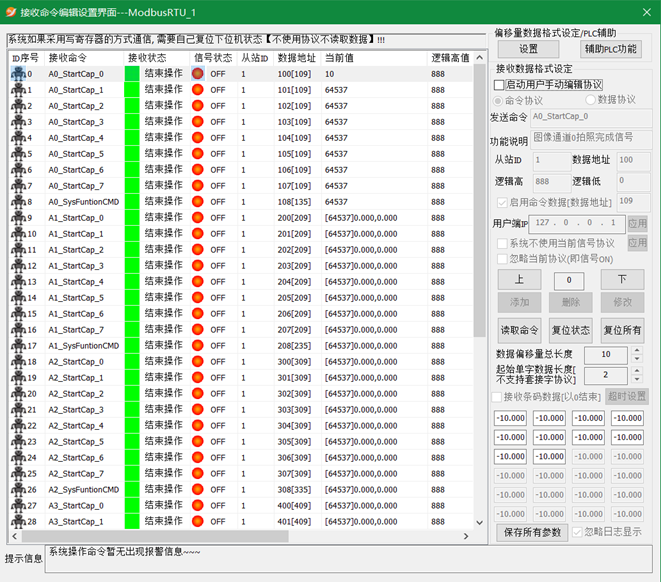
2.控轴程序需要启动通讯模块,用于位置信息的传输
3.手动保存标定时电机位置的步骤:
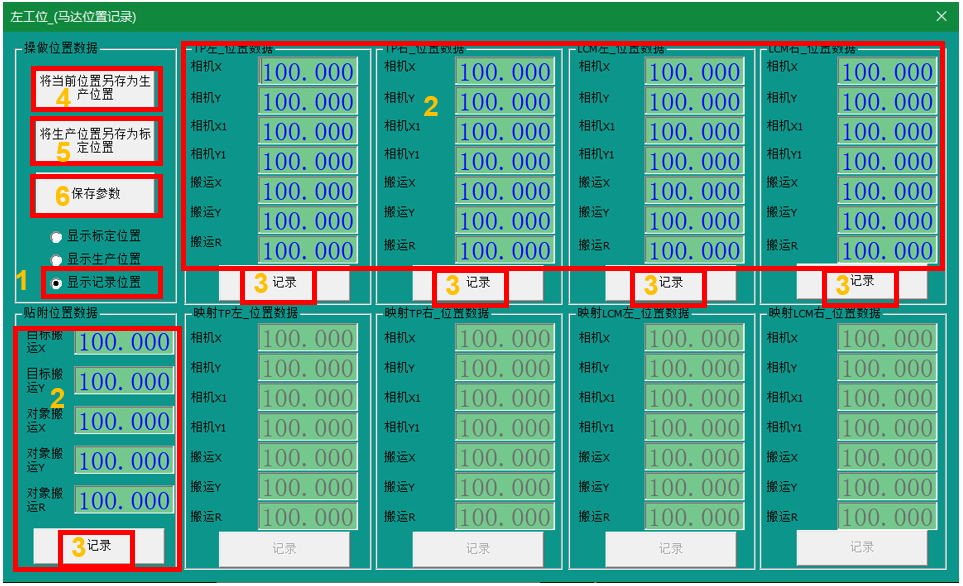
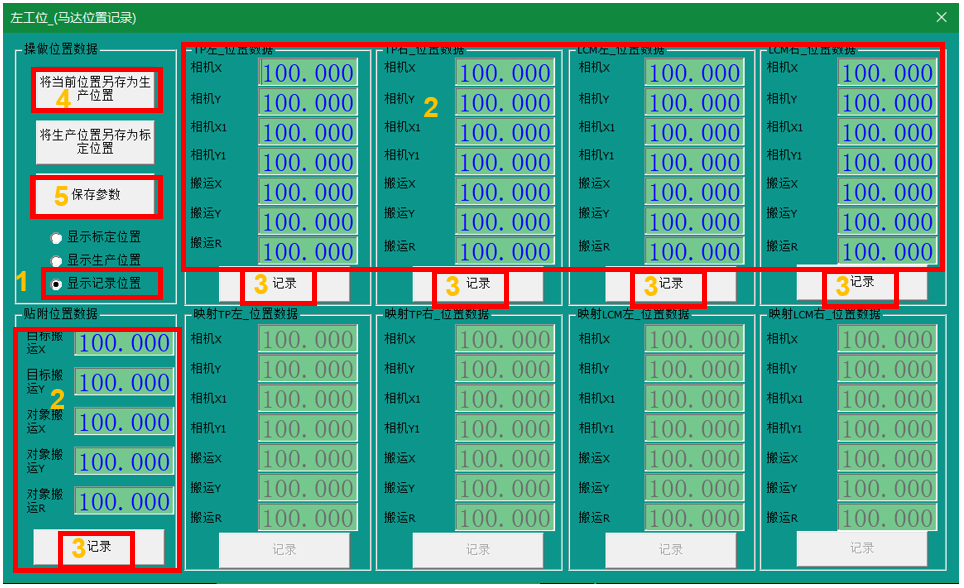
PLC通过StartCap拍照指令附带电机标定和生产时的位置坐标发送给视觉系统。
标定时:
Ascii方式:SSA0_StartCap_0,4/5,0~9,x0,y0,r0,x1,y1,r1,X1,Y1,R1,Z1,X2,Y2,X3,Y3,...,EE
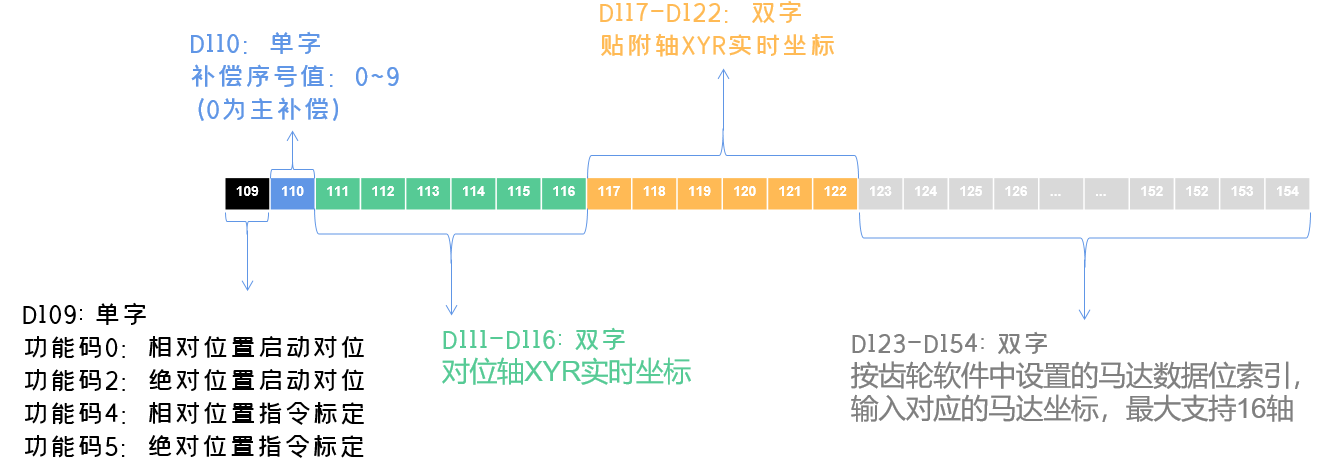
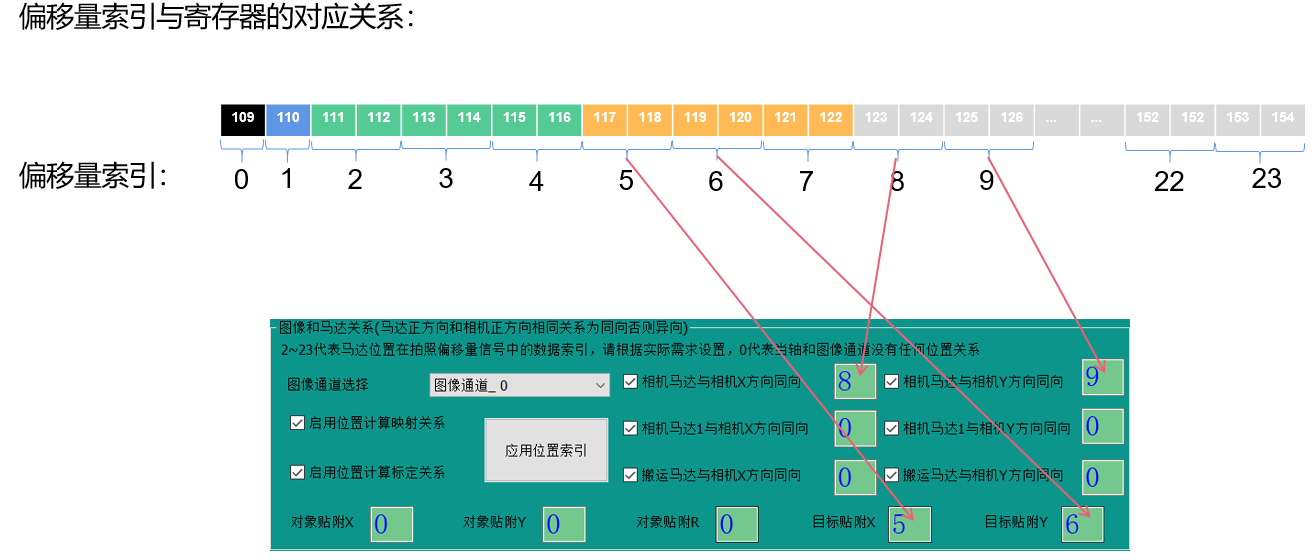
寄存器:先D109写入4/5,D110写入0~9,D111-D116写入对位各轴当前位置,D117-D122写入贴附各轴当前位置,D123-D154写入设定好的各轴标定位置,最后D100写888
生产时:
Ascii方式:SSA0_StartCap_0,0/2,0~9,x0,y0,r0,x1,y1,r1,X1,Y1,R1,Z1,X2,Y2,X3,Y3,...,EE
寄存器:先D109写入0/2,D110写入0~9,D111-D116写入对位各轴当前位置,D117-D122写入贴附各轴当前位置,D123-D154写入设定好的各轴生产位置,最后D100写888
热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
